Witam,
dziękuję koledzy za odpowiedzi

Może to być związane ze złym ustawieniem makra czujnika długości narzędzia? Mam ustawione w tej chwili tak, że jak zbadam narzędzie, to punkt Z0 końca narzędzia jest kilka setek nad stołem maszyny. Może takie cuda się dzieją gdyż wywołana jest funkcja G54, czyli (chyba) wywołanie ofsetu G54, który jest ustawiony na X0 Y0 Z0.
Napisze jak to robiłem:
1. Zabazowanie maszyny na krańcówkach HOME
2. Zamontowanie narzędzia, wpisanie w pole "tool" narzędzia nr "1"
3. Wykonanie automatycznego badania długości narzędzia poprzez "Auto Tool Zero"
4. Ustawiam osie w założonej przeze mnie pozycji i zeruje osie: X0 Y0 Z0 (Z jest 50mm nad stołem)
5. Uruchamiam program (taki jak podałem na początku)
6. Przy linijce G43Z5.H1 oś Z zjeżdża na sam dół i zatrzymuje się na krańcówce limitowej
Gdy usunąłem z g-kodu funkcje G54 program zaczął pracę na założonej wysokości i nie było żadnego problemu. Jedynie, na końcu programu miałem taką linijkę z G28 (pogrubiona), którą musiałem usunąć (efekt był taki sam jak wcześniej, oś Z jechała na dół do samej krańcówki):
X-81.862Y-83.431
X82.128
X83.431Y-82.128
Y-3.431
G0Z2.
M9
G91G28Z0.
M5
M30
%
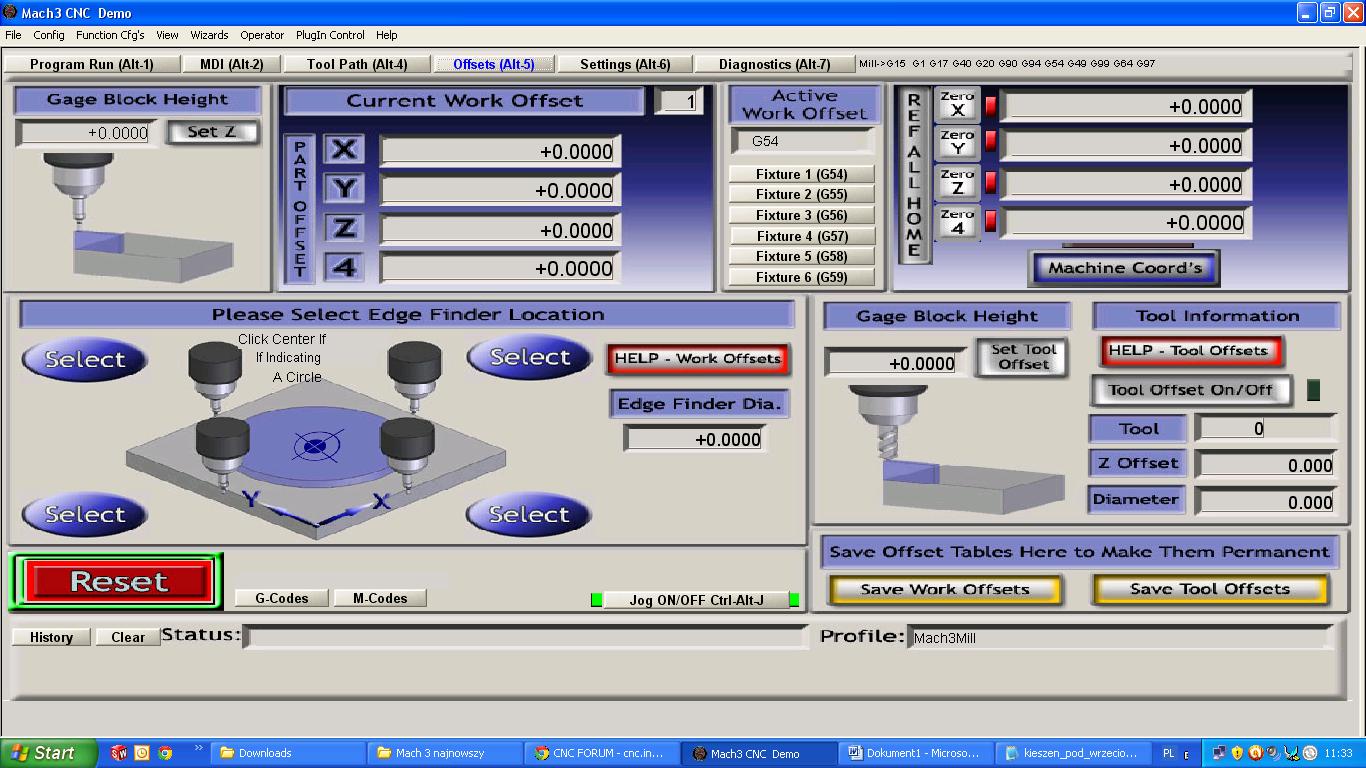
Może coś z offsetami jest tak poustawiane? Offsetów nie ustawiełem... Okno wygląda tak:
Z góry dziękuję za pomoc i pozdrawiam
Robert










