Może zaskoczę ale nawet na zajęciach prowadzących przez profesora, który również będzie członkiem komisji na obronie mojej pracy używaliśmy takiego określania narzędzia.
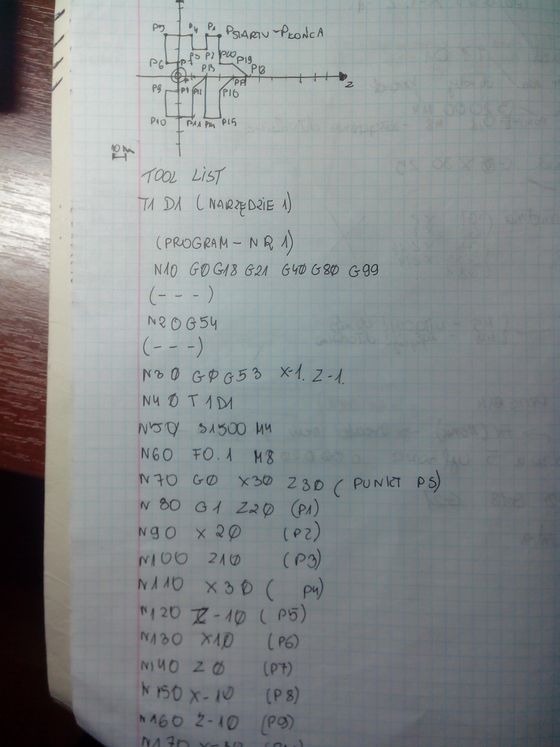
... co to jest?T1D1
W Haas nie określa się narzędzia w ten sposób.
Tutaj akurat błąd i moje niedopatrzenie z tym P1, Q2. Zapomniałem poprawić.W G71 podałeś P1 Q2 , a w G70 P30 Q40
..... poczytaj raz jeszcze instrukcję i zacznij pisać program od nowa.
Mariusz.
Naprawdę czuję się tutaj jak uczeń, któremu nauczyciel wytyka błędy ale przysiądę jeszcze nad tym.