



Innej opcji za bardzo nie ma, aby to odkręcić. Cofnąć kołki ustalające, uchwyt w imadło, a kluczem odkręcić otwornicę. Z gwintem nigdy nic się nie stało, choć im większa średnica, tym oczywiście masz rację mocniej się dociągnie w trakcie wiercenia.freerad pisze:Przy małych średnicach można przeboleć, ale przy 90mm spora szansa na zerwanie gwintu albo w otronicy albo na uchwycie.egojack1 pisze: Przy wierceniu otwornica silnie dociąga się na gwincie uchwytu, do zdjęcia trzeba używać imadła i klucza zaciskowego.
Znaleziono 3 wyniki
Wróć do „Wiercenie dużych otworów w grubej blasze”
- 03 wrz 2014, 15:09
- Forum: Obróbka metali
- Temat: Wiercenie dużych otworów w grubej blasze
- Odpowiedzi: 24
- Odsłony: 21286
- 03 wrz 2014, 13:13
- Forum: Obróbka metali
- Temat: Wiercenie dużych otworów w grubej blasze
- Odpowiedzi: 24
- Odsłony: 21286
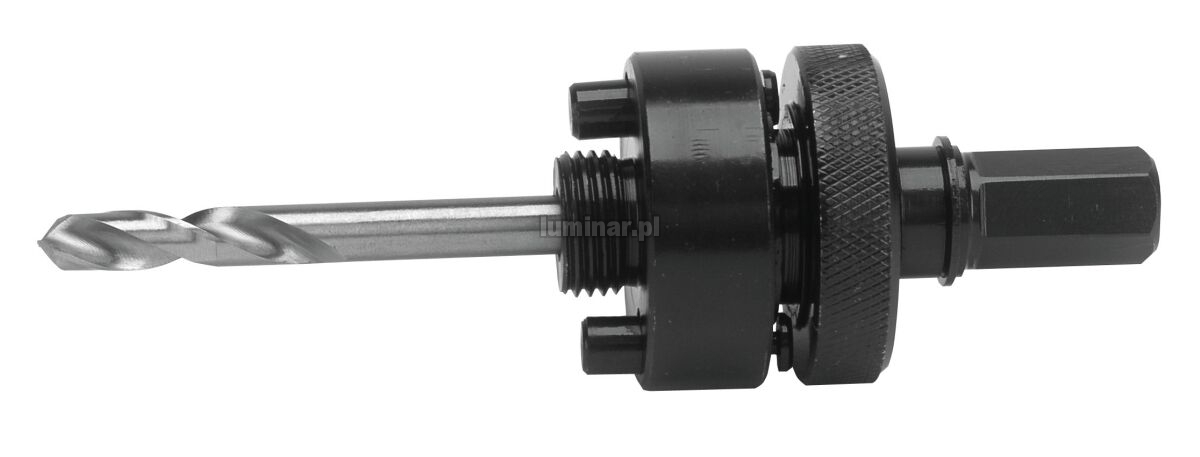
Zgadza się, po maksymalnym nakręceniu otwornicy na gwint pokazanego uchwytu kołki ustalające raczej nie trafią w otwory w otwornicy. Ja dokręcałem otwornicę na uchwyt tak, że na maksa na gwint, a pokrętło uchwytu tak, aby kołki oparły się równomiernie o otwornicę. Nie ma wtedy luzu pomiędzy otwornicą a uchwytem, a zestaw jest sztywny. Do wiercenia nie używałem też wiertła będącego na wyposażeniu uchwytu, bo ono tylko pogarsza sytuację (wprowadza bicie), wierciłem samą otwornicą. Powierzchnia otworu wychodzi przyzwoita. Otwornicę należy często cofać, a wióry wyciągać najlepiej odkurzaczem warsztatowym.
Przy wierceniu otwornica silnie dociąga się na gwincie uchwytu, do zdjęcia trzeba używać imadła i klucza zaciskowego.
- 02 wrz 2014, 18:54
- Forum: Obróbka metali
- Temat: Wiercenie dużych otworów w grubej blasze
- Odpowiedzi: 24
- Odsłony: 21286
Używałem do nieco mniejszych średnic (40mm) otwornic bimetalowych AEG wraz z oprawką do nich również AEG, do blach 5-8mm. Wierciły szybko i sprawnie (wiertarką stołową - obroty 300 i chłodzenie emulsja z rozpylacza), grubszą blachę też pewnie dadzą radę. AEG są żywotne, nie tępią się. Koszt kilkadziesiąt złotych za szt. oprawka do nich podobna cena. Otwór wychodzi +- 0,8mm większy niż podany rozmiar otwornicy.
Pod żadnym pozorem nie kupujcie otwornic "do metalu" w kompletach z supermarketów, nadają się może do gipsu, plastiku czy drewna, ale na stali zęby znikają błyskawicznie.
Widziałem też inny prosty sposób do wycinania otworów o dużej średnicy w grubych blachach
przy pomocy palnika do cięcia i dorobionego cyrkla do którego mocuje się palnik. Osobiście nie próbowałem, można obejrzeć:
Pod żadnym pozorem nie kupujcie otwornic "do metalu" w kompletach z supermarketów, nadają się może do gipsu, plastiku czy drewna, ale na stali zęby znikają błyskawicznie.
Widziałem też inny prosty sposób do wycinania otworów o dużej średnicy w grubych blachach
przy pomocy palnika do cięcia i dorobionego cyrkla do którego mocuje się palnik. Osobiście nie próbowałem, można obejrzeć:






