Witam
Słuchajcie, kilka dni temu kolega poprosił mnie o pomoc.
Jego znajomy mam małą firmę, zbudował sobie urządzenie którego zadaniem będzie obcinanie pasów transportowych na określoną długość.
Mechanikę wymyślił sobie sam i jak wykonanie, sterowanie zlecił jakiemuś kolesiowi.
Przyznam wam szczerzę że nie rozumiem takiego rozwiązania, a mianowicie:
mamy silnik krokowy 8,5Nm, sterownik i całą elektronikę, komputer z zainstalowanym Mach3, gościu od sterowania tak to sobie wymyślił.
Tłumaczyłem temu znajomemu że taki układ powinien być wyposażony w sterownik PLC, że silnik krokowy nie jest tu potrzebny - wystarczył by zwykły silnik na przekładni + jakiś enkoder prościutki, ale on się w ogóle nie zna elektronice i chyba dał się zrobić w balona.
Sprawa wygląda tak że szkoda mi tego gościa, sympatyczny starszy koleś,
dumny ze swojej konstrukcji i on po prostu chce aby to działało na tym co już ma.
Ponieważ nie znoszę kaszany i chciałbym aby to miało ręce i nogi, podjąłem decyzję że należy zainstalować LinuxaCNC, coś tam widziałem że linux posiada swój dialog i nie trzeba robić lipy z G codem, tylko napisać programik a całe sterowanie dostosować do tego zadania ( usunięcie załączania napędów, bazowania itp.)
Schemat urządzenia:
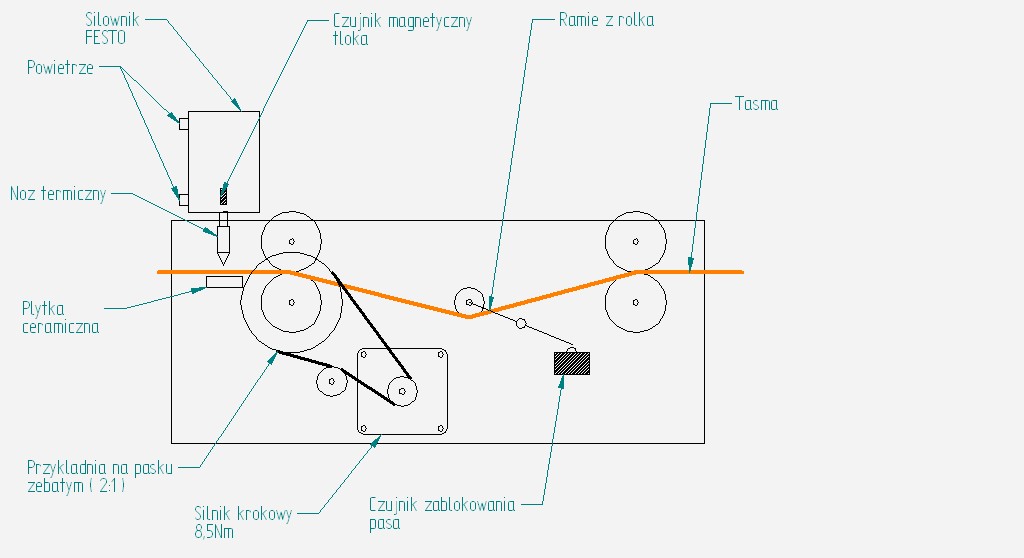
Działanie:
Wkładamy pas, wpisujemy w komputerze długość odcinków i uruchamiamy.
Maszyna opuszcza nóż termiczny i odcina pas (ustalenie początku pierwszego cięcia) - od tego moment zaczynają się pasy (X)m
Maszyna podnosi nóż, wypuszcza (X)m pasa, opuszcza nóż i tak pracuję w pętli.
Informację z układu (sprzężenia zwrotne):
Tu zależało by mi aby system reagował zatrzymaniem pracy na sytuacje gdy:
- dojdzie do zaplątania się pasa od strony wejścia (mamy czujnik napięcia pasa)
- dojdzie do mechanicznego zablokowania się siłownika (mamy czujnik magnetyczny)
- widziałbym też reakcje na zakończenie się szpuli z taśmą
Może dało by się wykonać jakieś komunikaty w zależności od sytuacji?
Teraz tak, szczerze to nie mam czasu się tym zająć, uczyć i poznawać dialogu linuxa, bo mam inne sprawy.
Z drugiej strony jakbyście zobaczyli tego kolesia z jaką radością on ruszał ręcznie tą maszyną, to żal mi go tak zostawiać

Mam prośbę do doświadczonych kolegów w zakresie w/w programowania, może dla was to prosta sprawa i dało by się to porządnie zrobić, oczywiście się dogadamy

Proszę o informację na e-maila, najlepiej do piątku.
Pozdrawiam
Paweł










