sajklop pisze:Czy zamiast
G43 H02 Z0.1
mogę napisać
G43 H02 Z1000 czyli 1 mm ?
Dobrze rozumiem ?
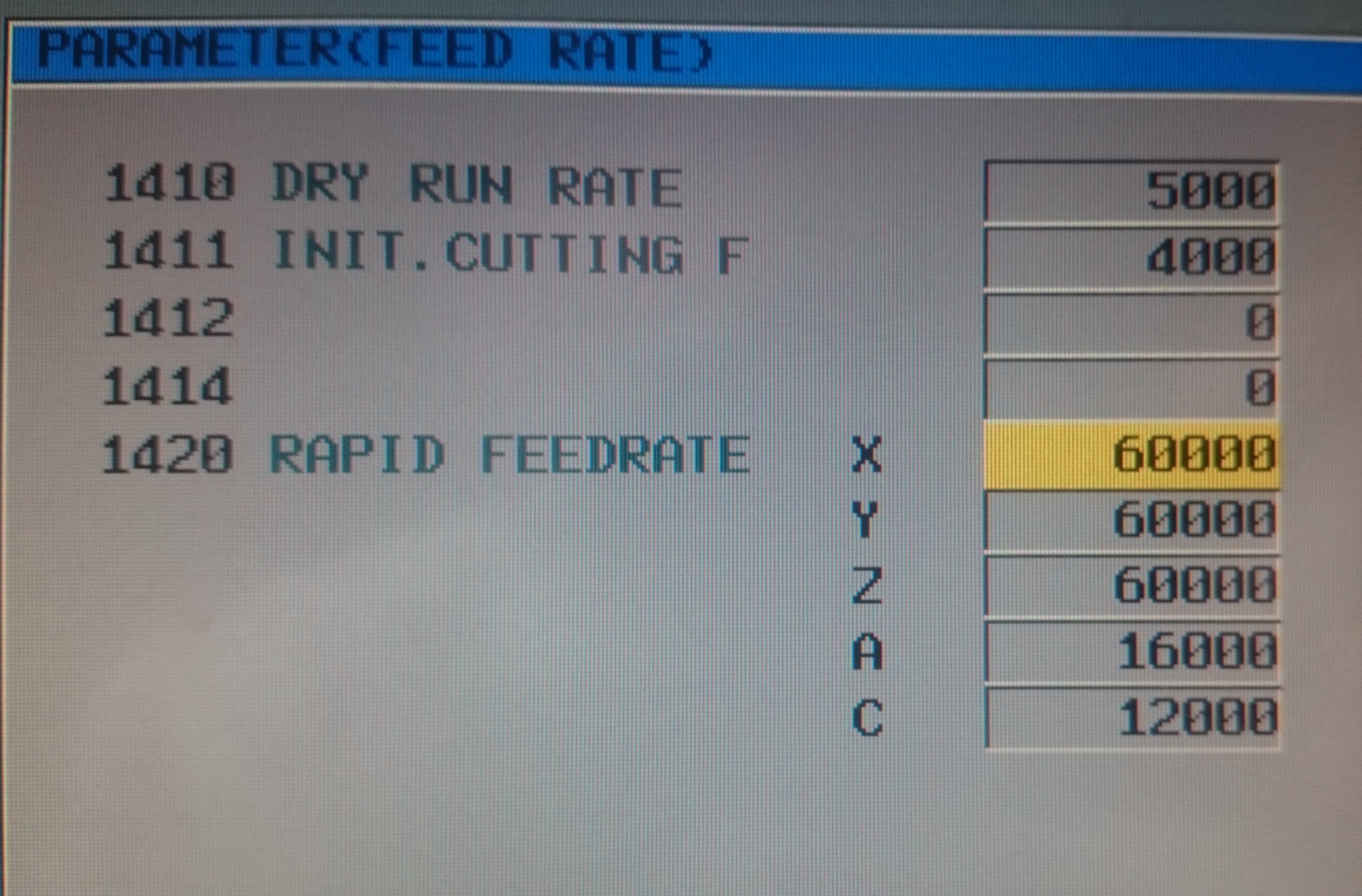
Na Fanucu można to zmieniać za pomocą odpowiedniego parametru:
Obsługa, Programowanie i Budowa Maszyn Numerycznych




sajklop pisze:Czy zamiast
G43 H02 Z0.1
mogę napisać
G43 H02 Z1000 czyli 1 mm ?
Dobrze rozumiem ?







{kind=link}