Zamilkłem, bo mam problem, ale o tym zaraz.
E-STOPy poprawione - podłączone szeregowo NC (czyli tak jak być powinno).
Krańcówki LIMIT również działają, maszyna zatrzymuje się po najechaniu na którąkolwiek.
Zmieniłem okablowanie dla krańcówek home, limit i E-STOPów - teraz wszystkie są w ekranach.
Plazma podłączona, THC zamontowane przy źródle plazmy, palnik też zamontowany na bramie. Przewody wysokiego napięcia między plazmą a THC mają max 25cm - krócej się chyba nie da.
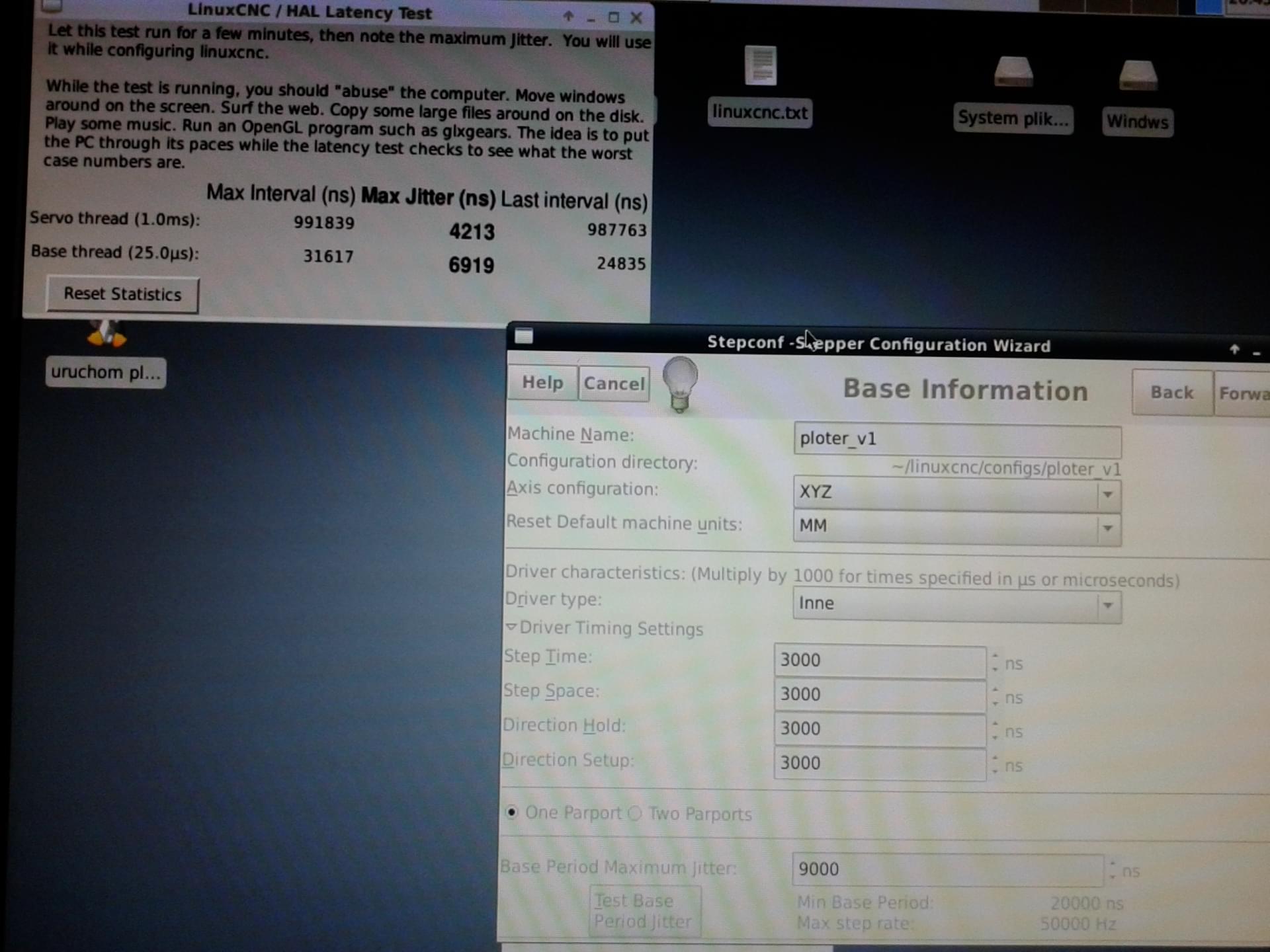
Mam mały problem, bo padł mi prawdopodobnie port LPT w moim komputerze. Dziwne, bo port niby działa i komunikuje się z płytą, załącza przekaźnik. Problem jest taki że nie steruje silnikami... tzn steruje, ale tylko jednym i to w jednym kierunku

. Do tego przy klikaniu strzałkami (poruszanie silnikami) wzbudzają się przekaźniki - zaświecają się diody sygnalizujące ich pracę. Dodam że podłączyłem chwilowo inny komputer i na nim wszystko działa dobrze. Przyczyna to prawdopodobnie zbyt słabe uziemienie - prąd z plazmy nie miał się gdzie podziać i oberwało się komputerowi. Jeszcze przetestuję, ale reset biosu ani reinstalka systemu nie pomogła. Uziemienie poprawiłem i jest teraz podłączone niezależnie, bezpośrednio do ziemi, od ramy maszyny i ze skrzynki sterowniczej przewodami ~10mm2.
Kiedyś sprawdzałem i mój silnik 8.5Nm zatrzymać w ruchu jest prawie niemożliwe. Prędzej przewróci człowieka niż się zatrzyma

. Na postoju mam ustawione połowę prądu a i tak baaaardzo ciężko spowodować zgubienie kroku. Silnik 8Nm u Ciebie też powinien wystarczyć. Jest jeden, chyba najważniejszy warunek. Maszyna sama w sobie musi być prosta, nie może stawiać oporów dla ruchu bez obciążenia. Niby oczywista sprawa, ale ważna.