



Znaleziono 7 wyników
- 10 lis 2017, 21:18
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
Re: Mach 3 kompetendium
wracam, do gry
- 10 lip 2015, 21:14
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
- 25 sty 2014, 12:18
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
dzieki Azazel-75 mała korekta punkt 66 to raczej 67 a tutaj uaktualniony spis
1.nazwa aktualnie załadowanego pliku gkodu do programu przyciski poniżej będą się odnosiły do tego pliku
2.start wykonywania gkodu skr alr +R także wznowienie po naciśnięciu pauza także po żądaniu zmiany narzędzia aby przejść dalej
3.pauza jak sama nazwa wskazuje wstrzymanie wykonywania programu skr spacja
4.stop wykonywanego programu skr alt +S
5.edytuj gcode otwiera bieżący gcode w zewnętrznym edytorze -systemowym notatniku, pozwala on na bezpośrednią edycję i zapisywanie zmian .Można także wybrać inny edytor bardziej zaawansowany np: notepad++ ;zamienić edytor możemy w menu->ustawienia->preferencje->edytor->przeglądaj
6.ostatnie pliki pokazuje ostatnie pliki otwierane w progranie
7.zamknij gcod -wszystko jasne
8.ładuj gcod -ładowanie gcodu pliki z rozszerzeniem .tap .nc .ncc .txt ;domyślny folder to c:\mach3\gcode
9.ustaw następną linie -po naciśnięciu start wznawia program następnego punktu bez trybu przygotowawczego
10.do tego miejsca -jeśli uaktywnimy okno z gcode =kliknij na nim myszką i przjdziemy strzałkami lub kółkiem myszki do podświetlonej linii gkodu (jej numer pisze w oknie) to po naciśnięciu tego przycisku będzie przewijać od początku do tej linni i po wciśnięciu start gcod będzie realizowany od tego miejsca z trybem przygotowawczym
11.przewiń skr cntr+W przewija gcod do początku po wciśnięciu start zaczyna od początku
12.poj blo skr alt+N wykonuje gcod po jednej linijce
13.od końca -wykonuje gcod od aktywnej linii wstecz do początku
14.Pomijanie bloku programu oznaczonego "/" (Azazel-75 )
15.Opcjonalny stop programu "M1" np. dla ręcznej zmiany narzędzia (Azazel-75 )
16.chłodziwo skr ctr+F Włączenie chłodziwa bądź innego urządzenia podłączonego do wyjścia #3 (Azazel-75 )
17. Kontrolka spoczynku programu (program czeka np. na rozpędzenie wrzeciona) (Azazel-75 )
18.Kontrolka trybu ruchu (stała prędkość lub dokładny stop) (Azazel-75 )
19.wł wył blokada z -po włączeniu przycisku urządzenie nie pozwala opuścić się poniżej ustawionej wysokości w okienku 23 -służy np. próbnym przejazdom nad materiałem
20.RESET skr ~ (tylda ten pod espace i po lewej od "1") zatrzymuje pracę programu posuwy i wrzeciono zatrzymują się po włączeniu programu też jest domyślnie wciśnięty trzeba go wyłączyć aby uruchomić urządzenie
21.ściąga gcodów opis funkcji G
22.ściąga mcodów opis funkcji M maszynowych
23.określa wartość bezpiecznego z blokowanie zejścia osi z poniżej zadanej w oknie patrz nr19
24.historia podgląd komunikatów pojawiających się w oknie statusu 26
25.czyść czyści okno komunikatów
26.status okno w którym wyświetlają się komunikaty błędów i inne informacje
27.profil-nazwa załadowanego profilu ustawień programu
28.Nr numer narzędzia w magazynie narzędzi (edycja magazynu-> menu->ustawienia->magazyn narzędzi)
29.D-średnica narzędzia (zmiany działają także w magazynie narzędzi)
30.H-wysokość narzędzia (zmiany działają także w magazynie narzędzi)
31.Automatyczny pomiar narzędzia za pomocą sondy (osobny temat) (Azazel-75 )
32.Zapisanie aktualnych koordynatów (Azazel-75 )
33.Zjazd osi na zapisane koordynaty (Azazel-75 )
34.Czas wykonania uruchomionego programu (Azazel-75 )
35.wł wył posów skr ctr+alt+J włączanie /wyłączanie ręcznego posuwu urządzenia (Azazel-75 )
36.reset prędkości posówu do zadanej w programie
37.zwalnianie prędkości posówu
38.zwiększanie prędkości posówu
39.Graficzne przedstawienie prędkości posuwu w procentach (0-100%) (Azazel-75 )
40.Graficzne przedstawienie prędkości posuwu w procentach (0-300%) (Azazel-75 )
41.Aktualna prędkość posuwu (Azazel-75 )
42.Prędkość posuwu ustalona w gkodzie (Azazel-75 )
43.Prędkość posuwu w jednostkach na minutę (Azazel-75 )
44.Prędkość posuwu w obrotach na minutę (Azazel-75 )
45.wrzeciono wł/wył skr F5
46.zmiejszanie obrotów wrzeciona
47.zwiększanine obrotów wrzeciona
48.reset prędkości wrzeciona do zadanej w programie
49.RPM obroty na minutę
50.S-ov Aktualna prędkość wrzeciona (Azazel-75 )
51.Prędkość wrzeciona ustalona w gkodzie @(Azazel-75 )
52.graficzne odwzorowanie prędkości wrzeciona @(Azazel-75 )
53.Zjazd osi na punkty "home" i wyzerowanie koordynatów maszynowych (Azazel-75 )
54.zerowanie osi x
55.zerowanie osi y
56.zerowanie osi z
57.zerowanie 4 ????
58.polożenie osi x
59.położenie osi y
60.położenie osi z
61.Koordynaty 4 osi (np. obrotnika) (Azazel-75 )
62.skala powiększenia/pomiejszenia osi x(np +2.0 robi 2x większe w osi x)
63.jw. tylko oś y
64.jw. tylko oś z
65.Kontrolka korekcji promienia osi 4 (Azazel-75 )
66.offline -po wł. urządzenie nie funkcjonuje a program działa na sucho
67.idz do Przejazd osi na 0 programowe (Azazel-75 )
68.dystans -pokazuje odległości względne do kolejnych współrzędnych gcodu
69.wsp. maszyny -nie jestem pewien chyba to są sztywne współrzędne maszyny
70.ogran.program-Włączenie ustawionych limitów programowych (w menu konfiguracja> bazowanie/limity) (Azazel-75 )
71.ładuj kreator to samo co w menu ->kreatory
72.ładuje ostatni otwierany kreator
73.nfs wizards -to takie dodatkowe kreatory wymagają dodatkowej licencji ok 200zł
74.sytuacja normalna /anormalna -nie wiem
75.Ponowne wczytanie graficznego przedstawienia gkodów (Azazel-75 )
76.Przełączanie widoku graficznego przedstawienia gkodów bez lub z limitami programowymi (patrz nr. 70) (Azazel-75 )
77.śledź narzędzie-po włączeniu funkcji narzędzie pozostaje w miejscu a obrabiany element przemieszcza się podczas obróbki (na podglądzie oczywiście)
78.okno podglądu-Graficzne przedstawienie gkodu. Lewy klawisz myszy - obrót, prawy klawisz myszy - przesuwanie, kółko myszy powiększanie - zmniejszanie (Azazel-75 )
79.okno-widok gcodu po kliknięciu myszką aktywne można przewijać
80.ściąga?
[ Dodano: 2014-01-25, 15:10 ]
wszystko w jednym
http://chomikuj.pl/audiomid/mach3+opisy ... 185034.rar
1.nazwa aktualnie załadowanego pliku gkodu do programu przyciski poniżej będą się odnosiły do tego pliku
2.start wykonywania gkodu skr alr +R także wznowienie po naciśnięciu pauza także po żądaniu zmiany narzędzia aby przejść dalej
3.pauza jak sama nazwa wskazuje wstrzymanie wykonywania programu skr spacja
4.stop wykonywanego programu skr alt +S
5.edytuj gcode otwiera bieżący gcode w zewnętrznym edytorze -systemowym notatniku, pozwala on na bezpośrednią edycję i zapisywanie zmian .Można także wybrać inny edytor bardziej zaawansowany np: notepad++ ;zamienić edytor możemy w menu->ustawienia->preferencje->edytor->przeglądaj
6.ostatnie pliki pokazuje ostatnie pliki otwierane w progranie
7.zamknij gcod -wszystko jasne
8.ładuj gcod -ładowanie gcodu pliki z rozszerzeniem .tap .nc .ncc .txt ;domyślny folder to c:\mach3\gcode
9.ustaw następną linie -po naciśnięciu start wznawia program następnego punktu bez trybu przygotowawczego
10.do tego miejsca -jeśli uaktywnimy okno z gcode =kliknij na nim myszką i przjdziemy strzałkami lub kółkiem myszki do podświetlonej linii gkodu (jej numer pisze w oknie) to po naciśnięciu tego przycisku będzie przewijać od początku do tej linni i po wciśnięciu start gcod będzie realizowany od tego miejsca z trybem przygotowawczym
11.przewiń skr cntr+W przewija gcod do początku po wciśnięciu start zaczyna od początku
12.poj blo skr alt+N wykonuje gcod po jednej linijce
13.od końca -wykonuje gcod od aktywnej linii wstecz do początku
14.Pomijanie bloku programu oznaczonego "/" (Azazel-75 )
15.Opcjonalny stop programu "M1" np. dla ręcznej zmiany narzędzia (Azazel-75 )
16.chłodziwo skr ctr+F Włączenie chłodziwa bądź innego urządzenia podłączonego do wyjścia #3 (Azazel-75 )
17. Kontrolka spoczynku programu (program czeka np. na rozpędzenie wrzeciona) (Azazel-75 )
18.Kontrolka trybu ruchu (stała prędkość lub dokładny stop) (Azazel-75 )
19.wł wył blokada z -po włączeniu przycisku urządzenie nie pozwala opuścić się poniżej ustawionej wysokości w okienku 23 -służy np. próbnym przejazdom nad materiałem
20.RESET skr ~ (tylda ten pod espace i po lewej od "1") zatrzymuje pracę programu posuwy i wrzeciono zatrzymują się po włączeniu programu też jest domyślnie wciśnięty trzeba go wyłączyć aby uruchomić urządzenie
21.ściąga gcodów opis funkcji G
22.ściąga mcodów opis funkcji M maszynowych
23.określa wartość bezpiecznego z blokowanie zejścia osi z poniżej zadanej w oknie patrz nr19
24.historia podgląd komunikatów pojawiających się w oknie statusu 26
25.czyść czyści okno komunikatów
26.status okno w którym wyświetlają się komunikaty błędów i inne informacje
27.profil-nazwa załadowanego profilu ustawień programu
28.Nr numer narzędzia w magazynie narzędzi (edycja magazynu-> menu->ustawienia->magazyn narzędzi)
29.D-średnica narzędzia (zmiany działają także w magazynie narzędzi)
30.H-wysokość narzędzia (zmiany działają także w magazynie narzędzi)
31.Automatyczny pomiar narzędzia za pomocą sondy (osobny temat) (Azazel-75 )
32.Zapisanie aktualnych koordynatów (Azazel-75 )
33.Zjazd osi na zapisane koordynaty (Azazel-75 )
34.Czas wykonania uruchomionego programu (Azazel-75 )
35.wł wył posów skr ctr+alt+J włączanie /wyłączanie ręcznego posuwu urządzenia (Azazel-75 )
36.reset prędkości posówu do zadanej w programie
37.zwalnianie prędkości posówu
38.zwiększanie prędkości posówu
39.Graficzne przedstawienie prędkości posuwu w procentach (0-100%) (Azazel-75 )
40.Graficzne przedstawienie prędkości posuwu w procentach (0-300%) (Azazel-75 )
41.Aktualna prędkość posuwu (Azazel-75 )
42.Prędkość posuwu ustalona w gkodzie (Azazel-75 )
43.Prędkość posuwu w jednostkach na minutę (Azazel-75 )
44.Prędkość posuwu w obrotach na minutę (Azazel-75 )
45.wrzeciono wł/wył skr F5
46.zmiejszanie obrotów wrzeciona
47.zwiększanine obrotów wrzeciona
48.reset prędkości wrzeciona do zadanej w programie
49.RPM obroty na minutę
50.S-ov Aktualna prędkość wrzeciona (Azazel-75 )
51.Prędkość wrzeciona ustalona w gkodzie @(Azazel-75 )
52.graficzne odwzorowanie prędkości wrzeciona @(Azazel-75 )
53.Zjazd osi na punkty "home" i wyzerowanie koordynatów maszynowych (Azazel-75 )
54.zerowanie osi x
55.zerowanie osi y
56.zerowanie osi z
57.zerowanie 4 ????
58.polożenie osi x
59.położenie osi y
60.położenie osi z
61.Koordynaty 4 osi (np. obrotnika) (Azazel-75 )
62.skala powiększenia/pomiejszenia osi x(np +2.0 robi 2x większe w osi x)
63.jw. tylko oś y
64.jw. tylko oś z
65.Kontrolka korekcji promienia osi 4 (Azazel-75 )
66.offline -po wł. urządzenie nie funkcjonuje a program działa na sucho
67.idz do Przejazd osi na 0 programowe (Azazel-75 )
68.dystans -pokazuje odległości względne do kolejnych współrzędnych gcodu
69.wsp. maszyny -nie jestem pewien chyba to są sztywne współrzędne maszyny
70.ogran.program-Włączenie ustawionych limitów programowych (w menu konfiguracja> bazowanie/limity) (Azazel-75 )
71.ładuj kreator to samo co w menu ->kreatory
72.ładuje ostatni otwierany kreator
73.nfs wizards -to takie dodatkowe kreatory wymagają dodatkowej licencji ok 200zł
74.sytuacja normalna /anormalna -nie wiem
75.Ponowne wczytanie graficznego przedstawienia gkodów (Azazel-75 )
76.Przełączanie widoku graficznego przedstawienia gkodów bez lub z limitami programowymi (patrz nr. 70) (Azazel-75 )
77.śledź narzędzie-po włączeniu funkcji narzędzie pozostaje w miejscu a obrabiany element przemieszcza się podczas obróbki (na podglądzie oczywiście)
78.okno podglądu-Graficzne przedstawienie gkodu. Lewy klawisz myszy - obrót, prawy klawisz myszy - przesuwanie, kółko myszy powiększanie - zmniejszanie (Azazel-75 )
79.okno-widok gcodu po kliknięciu myszką aktywne można przewijać
80.ściąga?
[ Dodano: 2014-01-25, 15:10 ]
wszystko w jednym
http://chomikuj.pl/audiomid/mach3+opisy ... 185034.rar
- 19 sty 2014, 23:19
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
mam problem .nie mogę już edytować swojego postu minęło 7200 minut będę go musiał zdublować wtedy uwzględnię poprawki
1.nazwa aktualnie załadowanego pliku gkodu do programu przyciski poniżej będą się odnosiły do tego pliku
2.start wykonywania gkodu skr alr +R także wznowienie po naciśnięciu pauza także po żądaniu zmiany narzędzia aby przejść dalej
3.pauza jak sama nazwa wskazuje wstrzymanie wykonywania programu skr spacja
4.stop wykonywanego programu skr alt +S
5.edytuj gcode otwiera bieżący gcode w zewnętrznym edytorze -systemowym notatniku, pozwala on na bezpośrednią edycję i zapisywanie zmian .Można także wybrać inny edytor bardziej zaawansowany np: notepad++ ;zamienić edytor możemy w menu->ustawienia->preferencje->edytor->przeglądaj
6.ostatnie pliki pokazuje ostatnie pliki otwierane w progranie
7.zamknij gcod -wszystko jasne
8.ładuj gcod -ładowanie gcodu pliki z rozszerzeniem .tap .nc .ncc .txt ;domyślny folder to c:\mach3\gcode
9.ustaw następną linie -po naciśnięciu start wznawia program następnego punktu bez trybu przygotowawczego
10.do tego miejsca -jeśli uaktywnimy okno z gcode =kliknij na nim myszką i przjdziemy strzałkami lub kółkiem myszki do podświetlonej linii gkodu (jej numer pisze w oknie) to po naciśnięciu tego przycisku będzie przewijać od początku do tej linni i po wciśnięciu start gcod będzie realizowany od tego miejsca z trybem przygotowawczym
11.przewiń skr cntr+W przewija gcod do początku po wciśnięciu start zaczyna od początku
12.poj blo skr alt+N wykonuje gcod po jednej linijce
13.od końca -wykonuje gcod od aktywnej linii wstecz do początku
14.Pomijanie bloku programu oznaczonego "/" (Azazel-75 )
15.Opcjonalny stop programu "M1" np. dla ręcznej zmiany narzędzia (Azazel-75 )
16.chłodziwo skr ctr+F Włączenie chłodziwa bądź innego urządzenia podłączonego do wyjścia #3 (Azazel-75 )
17. Kontrolka spoczynku programu (program czeka np. na rozpędzenie wrzeciona) (Azazel-75 )
18.Kontrolka trybu ruchu (stała prędkość lub dokładny stop) (Azazel-75 )
19.wł wył blokada z -po włączeniu przycisku urządzenie nie pozwala opuścić się poniżej ustawionej wysokości w okienku 23 -służy np. próbnym przejazdom nad materiałem
20.RESET skr ~ (tylda ten pod espace i po lewej od "1") zatrzymuje pracę programu posuwy i wrzeciono zatrzymują się po włączeniu programu też jest domyślnie wciśnięty trzeba go wyłączyć aby uruchomić urządzenie
21.ściąga gcodów opis funkcji G
22.ściąga mcodów opis funkcji M maszynowych
23.określa wartość bezpiecznego z blokowanie zejścia osi z poniżej zadanej w oknie patrz nr19
24.historia podgląd komunikatów pojawiających się w oknie statusu 26
25.czyść czyści okno komunikatów
26.status okno w którym wyświetlają się komunikaty błędów i inne informacje
27.profil-nazwa załadowanego profilu ustawień programu
28.Nr numer narzędzia w magazynie narzędzi (edycja magazynu-> menu->ustawienia->magazyn narzędzi)
29.D-średnica narzędzia (zmiany działają także w magazynie narzędzi)
30.H-wysokość narzędzia (zmiany działają także w magazynie narzędzi)
31.nie wiem
32.nie wiem
33.nie wiem
34.Czas wykonania uruchomionego programu (Azazel-75 )
35.wł wył posów skr ctr+alt+J włączanie /wyłączanie ręcznego posuwu urządzenia (Azazel-75 )
36.reset prędkości posówu do zadanej w programie
37.zwalnianie prędkości posówu
38.zwiększanie prędkości posówu
39.nie wiem
40.współczynnik prędkości posówu procentowy
41.fro -nie wiem
42.prędkość-nie wiem
43.jedn/min-nie wiem
44.jedn/Rev-nie wiem
45.wrzeciono wł/wył skr F5
46.zmiejszanie obrotów wrzeciona
47.zwiększanine obrotów wrzeciona
48.reset prędkości wrzeciona do zadanej w programie
49.RPM obroty na minutę
50.S-ov -nie wiem
51.prędkość -nie wiem
52.graficzne odwzorowanie prędkości wrzeciona
53.bazowanie osi-nie wiem
54.zerowanie osi x
55.zerowanie osi y
56.zerowanie osi z
57.zerowanie 4 ????
58.polożenie osi x
59.położenie osi y
60.położenie osi z
61.nie wiem
62.skala powiększenia/pomiejszenia osi x(np +2.0 robi 2x większe w osi x)
63.jw. tylko oś y
64.jw. tylko oś z
65.nie wiem
66.offline -po wł. urządzenie nie funkcjonuje a program działa na sucho
67.idz do z -nie wiem
68.dystans -pokazuje odległości względne do kolejnych współrzędnych gcodu
69.wsp. maszyny -nie jestem pewien chyba to są sztywne współrzędne maszyny
70.ogran.program-nie jestem pewien nie chcę wprowadzać w błąd
71.ładuj kreator to samo co w menu ->kreatory
72.ładuje ostatni otwierany kreator
73.nfs wizards -to takie dodatkowe kreatory wymagają dodatkowej licencji ok 200zł
74.sytuacja normalna /anormalna -nie wiem
75.nie wiem
76.nie wiem
77.śledź narzędzie-po włączeniu funkcji narzędzie pozostaje w miejscu a obrabiany element przemieszcza się podczas obróbki (na podglądzie oczywiście)
78.okno podglądu-temat do rozwinięcia
79.okno-widok gcodu po kliknięciu myszką aktywne można przewijać
80.ściąga?
1.nazwa aktualnie załadowanego pliku gkodu do programu przyciski poniżej będą się odnosiły do tego pliku
2.start wykonywania gkodu skr alr +R także wznowienie po naciśnięciu pauza także po żądaniu zmiany narzędzia aby przejść dalej
3.pauza jak sama nazwa wskazuje wstrzymanie wykonywania programu skr spacja
4.stop wykonywanego programu skr alt +S
5.edytuj gcode otwiera bieżący gcode w zewnętrznym edytorze -systemowym notatniku, pozwala on na bezpośrednią edycję i zapisywanie zmian .Można także wybrać inny edytor bardziej zaawansowany np: notepad++ ;zamienić edytor możemy w menu->ustawienia->preferencje->edytor->przeglądaj
6.ostatnie pliki pokazuje ostatnie pliki otwierane w progranie
7.zamknij gcod -wszystko jasne
8.ładuj gcod -ładowanie gcodu pliki z rozszerzeniem .tap .nc .ncc .txt ;domyślny folder to c:\mach3\gcode
9.ustaw następną linie -po naciśnięciu start wznawia program następnego punktu bez trybu przygotowawczego
10.do tego miejsca -jeśli uaktywnimy okno z gcode =kliknij na nim myszką i przjdziemy strzałkami lub kółkiem myszki do podświetlonej linii gkodu (jej numer pisze w oknie) to po naciśnięciu tego przycisku będzie przewijać od początku do tej linni i po wciśnięciu start gcod będzie realizowany od tego miejsca z trybem przygotowawczym
11.przewiń skr cntr+W przewija gcod do początku po wciśnięciu start zaczyna od początku
12.poj blo skr alt+N wykonuje gcod po jednej linijce
13.od końca -wykonuje gcod od aktywnej linii wstecz do początku
14.Pomijanie bloku programu oznaczonego "/" (Azazel-75 )
15.Opcjonalny stop programu "M1" np. dla ręcznej zmiany narzędzia (Azazel-75 )
16.chłodziwo skr ctr+F Włączenie chłodziwa bądź innego urządzenia podłączonego do wyjścia #3 (Azazel-75 )
17. Kontrolka spoczynku programu (program czeka np. na rozpędzenie wrzeciona) (Azazel-75 )
18.Kontrolka trybu ruchu (stała prędkość lub dokładny stop) (Azazel-75 )
19.wł wył blokada z -po włączeniu przycisku urządzenie nie pozwala opuścić się poniżej ustawionej wysokości w okienku 23 -służy np. próbnym przejazdom nad materiałem
20.RESET skr ~ (tylda ten pod espace i po lewej od "1") zatrzymuje pracę programu posuwy i wrzeciono zatrzymują się po włączeniu programu też jest domyślnie wciśnięty trzeba go wyłączyć aby uruchomić urządzenie
21.ściąga gcodów opis funkcji G
22.ściąga mcodów opis funkcji M maszynowych
23.określa wartość bezpiecznego z blokowanie zejścia osi z poniżej zadanej w oknie patrz nr19
24.historia podgląd komunikatów pojawiających się w oknie statusu 26
25.czyść czyści okno komunikatów
26.status okno w którym wyświetlają się komunikaty błędów i inne informacje
27.profil-nazwa załadowanego profilu ustawień programu
28.Nr numer narzędzia w magazynie narzędzi (edycja magazynu-> menu->ustawienia->magazyn narzędzi)
29.D-średnica narzędzia (zmiany działają także w magazynie narzędzi)
30.H-wysokość narzędzia (zmiany działają także w magazynie narzędzi)
31.nie wiem
32.nie wiem
33.nie wiem
34.Czas wykonania uruchomionego programu (Azazel-75 )
35.wł wył posów skr ctr+alt+J włączanie /wyłączanie ręcznego posuwu urządzenia (Azazel-75 )
36.reset prędkości posówu do zadanej w programie
37.zwalnianie prędkości posówu
38.zwiększanie prędkości posówu
39.nie wiem
40.współczynnik prędkości posówu procentowy
41.fro -nie wiem
42.prędkość-nie wiem
43.jedn/min-nie wiem
44.jedn/Rev-nie wiem
45.wrzeciono wł/wył skr F5
46.zmiejszanie obrotów wrzeciona
47.zwiększanine obrotów wrzeciona
48.reset prędkości wrzeciona do zadanej w programie
49.RPM obroty na minutę
50.S-ov -nie wiem
51.prędkość -nie wiem
52.graficzne odwzorowanie prędkości wrzeciona
53.bazowanie osi-nie wiem
54.zerowanie osi x
55.zerowanie osi y
56.zerowanie osi z
57.zerowanie 4 ????
58.polożenie osi x
59.położenie osi y
60.położenie osi z
61.nie wiem
62.skala powiększenia/pomiejszenia osi x(np +2.0 robi 2x większe w osi x)
63.jw. tylko oś y
64.jw. tylko oś z
65.nie wiem
66.offline -po wł. urządzenie nie funkcjonuje a program działa na sucho
67.idz do z -nie wiem
68.dystans -pokazuje odległości względne do kolejnych współrzędnych gcodu
69.wsp. maszyny -nie jestem pewien chyba to są sztywne współrzędne maszyny
70.ogran.program-nie jestem pewien nie chcę wprowadzać w błąd
71.ładuj kreator to samo co w menu ->kreatory
72.ładuje ostatni otwierany kreator
73.nfs wizards -to takie dodatkowe kreatory wymagają dodatkowej licencji ok 200zł
74.sytuacja normalna /anormalna -nie wiem
75.nie wiem
76.nie wiem
77.śledź narzędzie-po włączeniu funkcji narzędzie pozostaje w miejscu a obrabiany element przemieszcza się podczas obróbki (na podglądzie oczywiście)
78.okno podglądu-temat do rozwinięcia
79.okno-widok gcodu po kliknięciu myszką aktywne można przewijać
80.ściąga?
- 18 sty 2014, 22:49
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
- 15 sty 2014, 20:49
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
witam 200 odsłon odzew jest minimalny wszyscy już chyba znają na wylot macha innych mają w nosie , dołączam tłumaczenie instrukcji z tłumacza w formacie html,wiem to mordęga przebrnąć przez to ale coś czasem zaświta można coś podłapać. pozdrawiam http://chomikuj.pl/audiomid/instrukcja+ ... 035073.exe
- 13 sty 2014, 16:44
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Mach 3 kompetendium
- Odpowiedzi: 19
- Odsłony: 19206
Mach 3 kompetendium
Witam nazywam się Adam mam ploter 1350x1100 spędziłem w tym forum kilka dni szukając rozwiązań dla zastosowań tego programu.Jestem w posiadaniu pełnych wersji mach3 i lazycam jak wszyscy wiedzą dobrze, nie istnieje (lub ja o tym nie wiem)pełna i kompetentna instrukcja do mach 3 ,lazycam owszem ma; wszystkie informacje porady sztuczki są poukrywane na 33 stronach wyboru tematów.W związku z tym mam prośbę i apel jednocześnie zróbmy wspólnie kompendium naszej wiedzy.A zaczniemy może od opisów przycisków na poszczególnych stronach.Apeluję o odzew jaki by nie był zawsze pomoże nie tylko mnie ale i może tobie innym potrzebującym. wszelkie sugestie komentarze opinie mile widziane i porządane . dołącz się pozdrawiam.Adam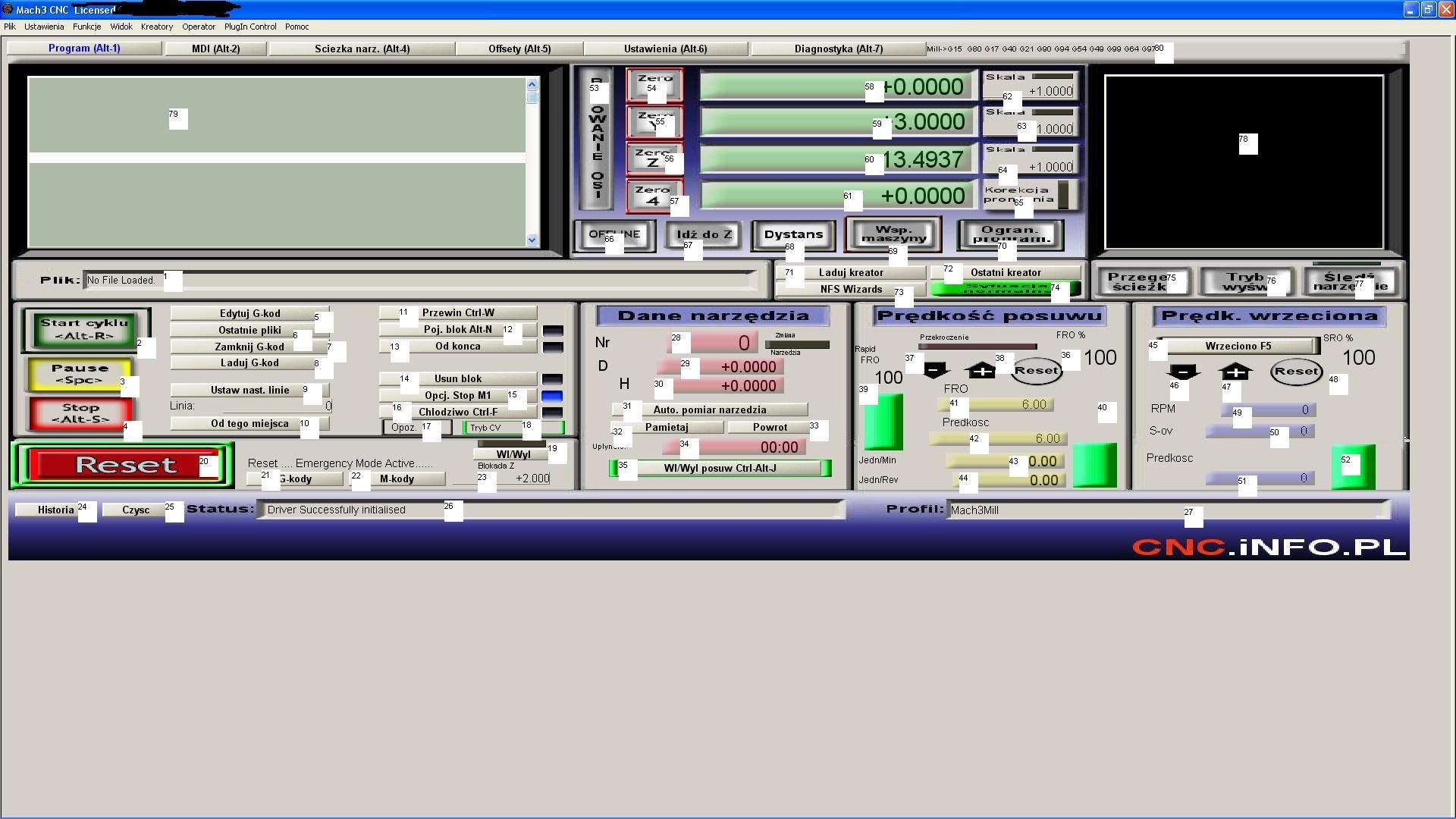

1.na początek nie wiem
2.zerowanie osi x
3.zerowanie osi y
4.zerowanie osi z
5.zero 4 -nie wiem
6.wartość pozycji x wrzeciona
7.wartość pozycji y wrzeciona
8.wartość pozycji z wrzeciona
9.wartość korekcji promienia ?
10.skala powiększenia proporcjonalnego w osi x (wszystkie x w gcodzie pomnożone są przez wartość z okienka, analogicznie y i z)
11.skala powiększenia proporcjonalnego w osi y
12.skala powiększenia proporcjonalnego w osi z
13.korekcja promienia -nie wiem
14.nie wiem
15.offline program wykonuje się na sucho urządzenie nie działa
16.dystans pokazuje względną odległość do następnych współrzędnych gcodu
17.wsp.maszyny wyświetla współrzędne obrabiarki
18.weryfikuj -nie wiem
19.wył skalow G50-nie wiem
20.stop (ESC) zatrzymanie wykonywanego programu
21.ładuj/ edytuj -ładuje napisany ręcznie gcod w trybie nauki do okna głównego programu ->program (alt+1) w którym można go edytować, wykonywać zapisać
22.start (nauki) włącza tryb w którym możemy wpisywać polecenia gcodu które są od razu wykonywane widać ich efekt polecenia wpisujemy do okna MDI (nr 49) po zakończeniu wpisywania własnego kodu wciskamy stop nauki (24) naciskamy ładuj/edytuj (21)
23.wskaźnik że jesteśmy w trybie nauka
24.stop nauki -kończy tryb nauka
25.ustaw zmienną pozycję-nie wiem
26.przejdź do zm. pozycji -nie wiem
27.obraca wykonanie gcodu o zadany kąt
28.Narzędzie wybieramy numer narzędzia z magazynu narzędzi
29.nr offsetu-nie jestem pewien
30.wł/wył posuwu (ctr+Alt+J)
31.FRO -nie wiem
32.F-nie wiem
33.wartość % zmiany prędkości posuwu względem zadanej w programie
34.zwiększanie prędkości posuwu
35.reset do ustawienia prędkości posuwu zadanego w progranie
36.zmiejszanie prędkości posuwu
37.Jedn/min -nie wiem
38.jedn/rev -nie wiem
39.wł/wył wrzeciona (F5)
40.RPM obroty na min wrzeciona
41.s ov -nie wiem
42.S -nie wiem
43.przekro.% -wskaźnik procentowej zmiany prędkości od wartości początkowej(luzak666)
44.zwiększenie prędkości wrzeciona
45.resetowanie prędkości wrzeciona do zadanych w programie
46.zmiejszanie prędkości wrzeciona
47.okno graficznego podglądu wykonywanego programu
48.wskaźnik głębokości osi z
49.okno wprowadzania gcodów
50.Reset zatrzymuje wszystkie polecenia programu
51.opłynęło - nie wiem
52.ściąga gcodów
53.ściąga mcodów
54.podgląd komunikatów z okienka status
55.czyszczenie pola status
56.pole komunikatów programu
57.info o aktualnym profilu

1.na początek nie wiem
2.zerowanie osi x
3.zerowanie osi y
4.zerowanie osi z
5.zero 4 -nie wiem
6.wartość pozycji x wrzeciona
7.wartość pozycji y wrzeciona
8.wartość pozycji z wrzeciona
9.wartość korekcji promienia ?
10.skala powiększenia proporcjonalnego w osi x (wszystkie x w gcodzie pomnożone są przez wartość z okienka, analogicznie y i z)
11.skala powiększenia proporcjonalnego w osi y
12.skala powiększenia proporcjonalnego w osi z
13.korekcja promienia -nie wiem
14.nie wiem
15.offline program wykonuje się na sucho urządzenie nie działa
16.dystans pokazuje względną odległość do następnych współrzędnych gcodu
17.wsp.maszyny wyświetla współrzędne obrabiarki
18.weryfikuj -nie wiem
19.wył skalow G50-nie wiem
20.stop (ESC) zatrzymanie wykonywanego programu
21.ładuj/ edytuj -ładuje napisany ręcznie gcod w trybie nauki do okna głównego programu ->program (alt+1) w którym można go edytować, wykonywać zapisać
22.start (nauki) włącza tryb w którym możemy wpisywać polecenia gcodu które są od razu wykonywane widać ich efekt polecenia wpisujemy do okna MDI (nr 49) po zakończeniu wpisywania własnego kodu wciskamy stop nauki (24) naciskamy ładuj/edytuj (21)
23.wskaźnik że jesteśmy w trybie nauka
24.stop nauki -kończy tryb nauka
25.ustaw zmienną pozycję-nie wiem
26.przejdź do zm. pozycji -nie wiem
27.obraca wykonanie gcodu o zadany kąt
28.Narzędzie wybieramy numer narzędzia z magazynu narzędzi
29.nr offsetu-nie jestem pewien
30.wł/wył posuwu (ctr+Alt+J)
31.FRO -nie wiem
32.F-nie wiem
33.wartość % zmiany prędkości posuwu względem zadanej w programie
34.zwiększanie prędkości posuwu
35.reset do ustawienia prędkości posuwu zadanego w progranie
36.zmiejszanie prędkości posuwu
37.Jedn/min -nie wiem
38.jedn/rev -nie wiem
39.wł/wył wrzeciona (F5)
40.RPM obroty na min wrzeciona
41.s ov -nie wiem
42.S -nie wiem
43.przekro.% -wskaźnik procentowej zmiany prędkości od wartości początkowej(luzak666)
44.zwiększenie prędkości wrzeciona
45.resetowanie prędkości wrzeciona do zadanych w programie
46.zmiejszanie prędkości wrzeciona
47.okno graficznego podglądu wykonywanego programu
48.wskaźnik głębokości osi z
49.okno wprowadzania gcodów
50.Reset zatrzymuje wszystkie polecenia programu
51.opłynęło - nie wiem
52.ściąga gcodów
53.ściąga mcodów
54.podgląd komunikatów z okienka status
55.czyszczenie pola status
56.pole komunikatów programu
57.info o aktualnym profilu






