Aby nie było, żem tylko teoretyk, to przedstawię testy jakie TIG-iem wykonałem (lutowanie).
Używałem Lutu "Rolot 602", skład CuZn40. Niestety tylko taki miałem więc tylko z tym zrobiłem testy.
Także niestety wysoka temperatura topnienia ponieważ 890 °C, którą musiałem osiągnąć poprzez podgrzanie do czerwoności elementów.
Na pierwszy ogień poszły 2 śruby ø 8mm (tak jakoś pamiętam). Prąd LUTOWANIA TIG-iem 42A.
Grzałem około 20 sekund zanim zrobiło się czerwone i lut pięknie załapał.

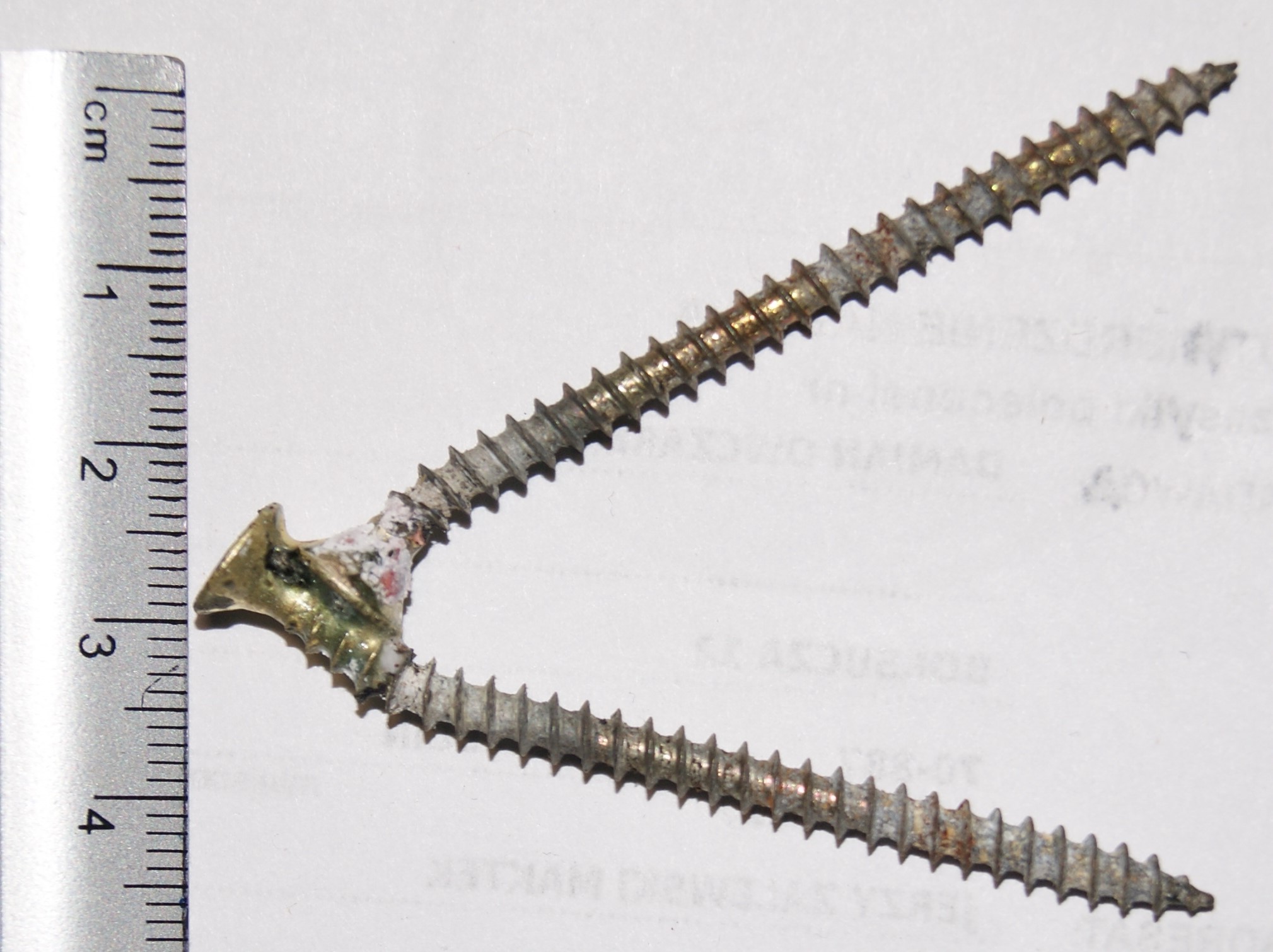
Następnie zrobiłem test na 2 śrubach do drewna 4mm. Prąd lutowania 25A.
Tutaj już szybciej poszło i po kilku sekundach zrobiły się czerwone główki śrub i lut łapał.
Po zlutowaniu sprawdziłem jakość połączenie i dlatego są wygięte. Połączenie ani drgnie.
Testy zrobiłem także na stali nierdzewnej i także na niej pięknie lut łapie i robi ładne jeziorko.
Nie wiem czy da radę ale muszę kupić takie "pręty" do lutu twardego, ale bez topnika.
Strasznie smrodził utleniając się i w warsztacie miałem mgłę ;/
Próbowałem także aluminium, ale niestety się nie udało.
PS: Mam nadzieję iż ta informacja się przyda na przyszłość i dla przyszłych pokoleń
 Dodane 58 minuty 43 sekundy:
Dodane 58 minuty 43 sekundy:
PS 2: Zapomniałem dodać ważnej zalety lutowania TIG-iem.
Element podgrzewamy PUNKTOWO, czyi podgrzewałem np.: samą główkę śruby i fragment śruby obok na tej samej wysokości do czerwoności, a reszta nie miała koloru.
Dobre to jest w przypadku gdy nie możemy podgrzewać całego elementu do takich temperatur.










