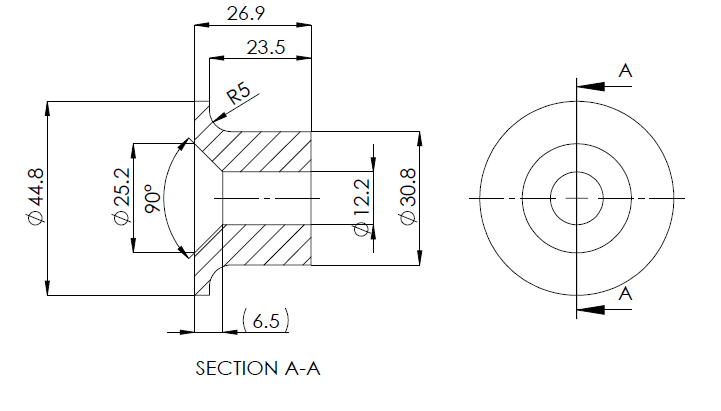
Proboje zrobic program na czesc, ktora widac ponizej.
Obrobke chce przeprowadzic w jednym zamocowaniu w pozycji odwrotnej niz jest na rysunku - wiec zero jest na czole z flansza fi44.8 i dalej jedziemy w tyl.
Obrobke srednicy za flansza chce przeprowadzic przez cykl toczenia - czy jest to w ogole mozliwe bo tokarka niestety nie przyjmuje...najpewniej ja cos pomieszalem wiec bardzo bym prosil o korekte i uwagi co jest zle.
Pozdrawiam
Kod:
G90 G95 G21 G54
T0202 G96 S450 M3 ( TURNING TOOL )
G0 Z1.
X49. M8
G72 U1 R1
G72 P1 Q2 U0.2 W0.2 F0.2
N1 G0 Z0.
G1 X-1.
N2 G1 Z0.5
G70 P1 Q2 F0.2
G0 X44.8
G1 Z-35. F0.2
G0 X300.
Z266.
T0101 G96 S450 M3 ( GROOVING TOOL )
G0 Z-3.4
X48. M8
G71 U1 R3
G71 P3 Q4 U0.2 W0.2 F0.2
N3 G1 X40.8 Z-3.4 G42
G2 Z-8.4 X30.8 K-5 I0.
N4 G1 Z-30.
G70 P3 Q4 F0.2
G0 X300.
Z266.
T0909 G97 S2000 M3 ( CENTER DRILL )
G0 Z5.
X0.
G74 R5 Q2 Z-5 F0.15
G0 X300.
Z266.
T0707 G97 S2000 M3 ( 10,2 DRILL )
G0 Z5.
X0.
G74 R5 Q4 Z-35 F0.15
T1010 G97 S2000 M3 ( BORRING BAR )
G0 Z1.
X10.2
G71 U1 R0.1
G71 P5 Q6 U0.2 W0.2 F0.2
N5 G1 X25.5 Z1.
Z0.
X12.2 Z-6.5
N6 Z-30.
G70 P5 Q6
G0 Z5.
X150.
T0303 G96 S300 M3 ( PARTING OFF TOOL )
G0 Z-26.9
X48.
G1 X-1 F0.2
Z-25.
G0 X300.
Z266.
M30