



Znaleziono 4 wyniki
Wróć do „Kilka problemów - wiercenie”
- 03 wrz 2013, 08:42
- Forum: Obróbka metali
- Temat: Kilka problemów - wiercenie
- Odpowiedzi: 9
- Odsłony: 4897
- 02 wrz 2013, 12:49
- Forum: Obróbka metali
- Temat: Kilka problemów - wiercenie
- Odpowiedzi: 9
- Odsłony: 4897
Spróbuję to przepchnąć (zresztą z takim pomysłem wyszedłem na samym początku), na razie jednak trzeba przyjąć, że musimy wiercić na suchoclubber84 pisze: Jeśli jest taka możliwość, to można zamontować układ chłodzący z chłodziwem podawanym automatycznie podczas wiercenia. Wtedy pod wiertarką trzeba zamontować wanienkę na spływające chłodziwo - chłodziwo do wiercenia: zwykła emulsja jak do tokarek, frezarek, itp.
W wolnej chwili postoję trochę przy linii i poobserwuję, ale chyba masz rację, bo często trafiają się takie sztuki, że otwór w nakrętce jest dobry, a w śrubie rozbity i po wbiciu kołka nakrętka ma luz na śrubie.clubber84 pisze: I właściwie w tym może być problem (jeśli chodzi o łamanie się wierteł) - siłownik nie jest unieruchomiony i porusza się od wibracji na wiertarce, a co za tym idzie śruba w nakrętce również.
Spróbuję też przepchnąć pomysł z łamaniem wióra, chyba to będzie najłatwiej na początek zrealizować.
Masz może jeszcze jakieś rady? Może np sugestię co do narzędzia?
- 29 sie 2013, 11:05
- Forum: Obróbka metali
- Temat: Kilka problemów - wiercenie
- Odpowiedzi: 9
- Odsłony: 4897
Nie, z tego co wiem były wcześniej próby z pokrywaniem wiertła smarem do gwintowania, bez efektu.clubber84 pisze:Podstawowe pytanie:
Czy przy wierceniu jest używane chłodziwo (emulsja, olej, Terebor)?
Możesz rozwinąć temat? Wiertła bierzemy prosto z paczki, tak jak przychodzą od dostawcy i nie ostrzymy zużytych, ale ciekawi mnie zagadnienie "za bardzo naostrzonego wiertła"clubber84 pisze: Czy wiertła nie są za bardzo naostrzone?
Niestety obecnie nie. Najłatwiej będzie zamontować w maszynie tulejkę wiertarską (niestety ze względu na tajemnicę nie mogę wrzucić zdjęcia stanowiska), wszelkie operacje typu nawiercanie, czy nawet zrobienie wgłębienia punktakiem wymagałyby już większego kombinowania.clubber84 pisze: Czy trasowane są punkty naprowadzające wiertło?; nawet przy mocowaniu detalu w imadle jest to potrzebne.
Tzn? Chodzi Ci o lekkie cofnięcie wiertła w otworze? Właśnie nad tym myślimy, pytaliśmy nawet firmę, która robiła nam stanowisko jest to możliwe przy niezbyt dużych modyfikacjach.clubber84 pisze: Problem owijania się długiego wióra wokół wiertła w dużej mierze rozwiąże łamanie wióra (chociaż z tego, co kolega napisał, to przy takim posuwie jest to prawdopodobnie niemożliwe, chyba że posuw ręczny).
Nakrętka jest unieruchomiona w dwóch pryzmach (jedna stała, druga dociśnięta siłownikiem), natomiast montowany siłownik, z którego wystaje śruba leży jednej w pryźmie, tylko już pod własnym ciężarem (koło 4kg)clubber84 pisze:
Najczęściej wiertła zużywają się właśnie przez wiercenie na wylot.
Problem łamania wierteł:
- tutaj prawdopodobnym jest, że wiertło łamie się na połączeniu śruba-nakrętka (nakrętka na śrubie nie jest dobrze unieruchomiona i przy wierceniu skręca lub odkręca się, łamiąc wiertło).
- 28 sie 2013, 14:32
- Forum: Obróbka metali
- Temat: Kilka problemów - wiercenie
- Odpowiedzi: 9
- Odsłony: 4897
Kilka problemów - wiercenie
Cześć,
Na jednej z linii mamy kilka problemów z operacją:
Na śrubę M16 nakręcana jest nakrętka, następnie w obydwu częściach wiercony jest otwór fi5, w który następnie wbijany jest kołek, mający zablokować nakrętkę na śrubie.
Śruba ISO 6508, M16 twardość 32-39HRC
Nakrętka ISO 6508, twardość max. 30HRC
Obroty: 900 obr/min
Posuw na module wiertarskim realizowany jest poprzez siłownik pneumatyczny sprzężony z amortyzatorem, wartość posuwu nastawia się zmieniając tłumienie w amortyzatorze.
Czas operacji to ok 30-35s, nakrętka M16 ma szerokość 24mm, co po uwzględnieniu dodatkowego dystansu na wybieg daje posuw około 60mm/min
Stosowane wiertło: Garant CoHSS 114600, fi5
Na końcu śruby jest dodatkowo jest gniazdo torxa, w skutek niezbyt przemyślanego projektu (nie mam na niego wpływu) otwór pod kołek czasem wpada do gniazda torxa i wiercenie jest w niepełnym materiale. Jak bardzo pogarsza to sprawę wg was?
Problemy zasadniczo są trzy:
1. Na niektórych wiertłach otwór jest rozbijany i kołki wypadają, na innych jest ok. Generalnie zero jedynkowo - albo na danym wiertle jest w miarę ok, i robi się na nim dobre otwory aż do stępienia, albo od samego początku są problemy z rozbijaniem otworów. Często też wiertło się łamie na jednej z kilku pierwszych sztuk.
2. Wiertła zużywają się w ekspresowym tempie tempie, wymieniane potrafią być niekiedy co 60-100 obrobionych sztuk
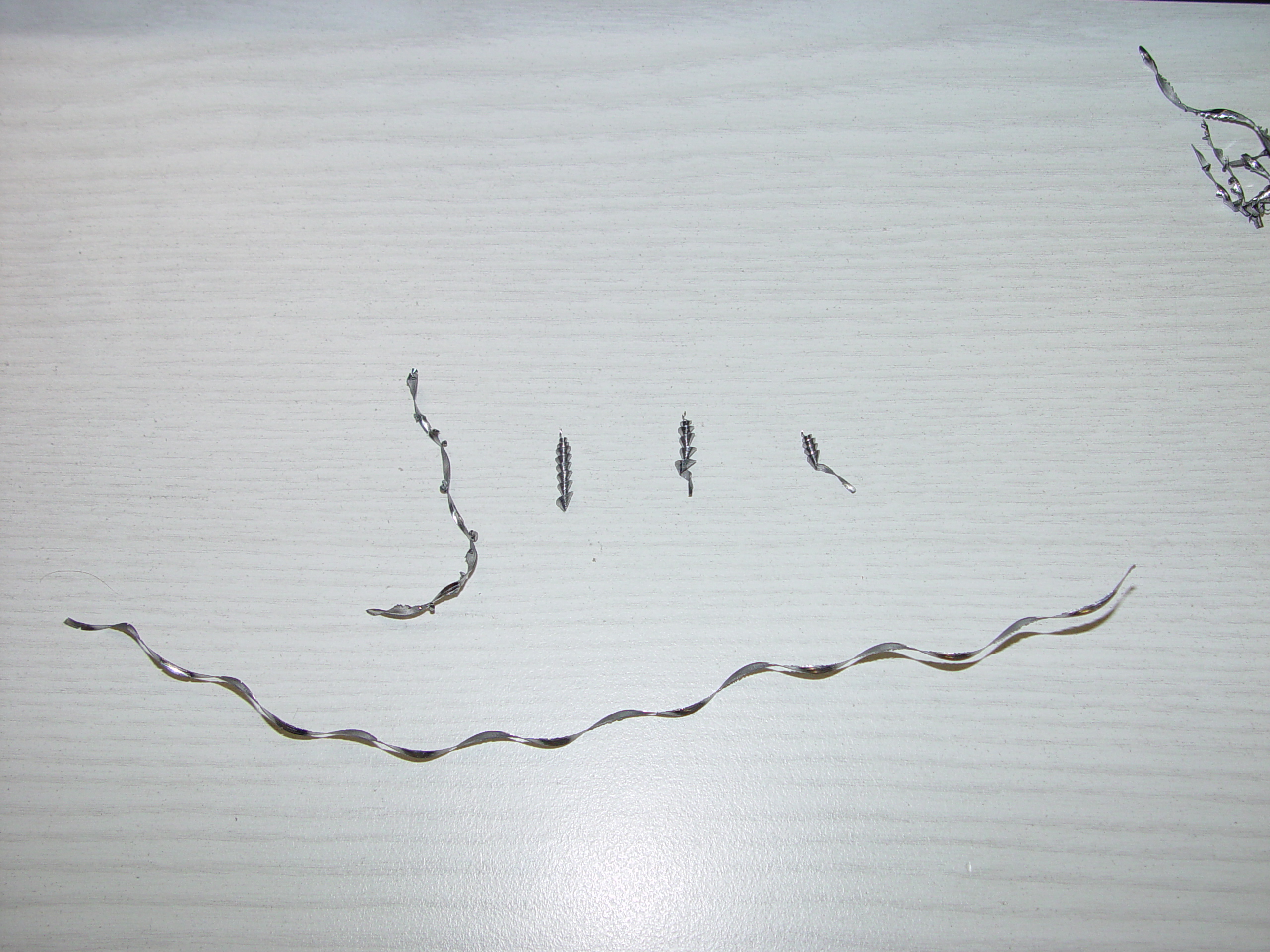
3. Jest spory problem z wiórem. Na nowym wiertle praktycznie zawsze leci wstęga, która owija się na wrzecionie lub zakleja rowki wiórowe i zaczyna się problem, bo operator na linii nie bardzo ma czas na czyszczenie maszyny z wióra. Po obrobieniu kilku (około 5-8) sztuk leci już ładny, dość krótki wiór śrubowy, aż do zużycia wiertła. Wióry i wiertło z zaklejonym rowkiem sfotografowałem, zdjęcia poniżej.
Z racji faktu, że jestem praktykantem jeszcze w trakcie studiów nie mam zbyt wiele doświadczenia praktycznego, także jak przydałyby się wam jakieś dodatkowe informacje pytajcie, będę wielce wdzięczny za pomoc.

Na jednej z linii mamy kilka problemów z operacją:
Na śrubę M16 nakręcana jest nakrętka, następnie w obydwu częściach wiercony jest otwór fi5, w który następnie wbijany jest kołek, mający zablokować nakrętkę na śrubie.
Śruba ISO 6508, M16 twardość 32-39HRC
Nakrętka ISO 6508, twardość max. 30HRC
Obroty: 900 obr/min
Posuw na module wiertarskim realizowany jest poprzez siłownik pneumatyczny sprzężony z amortyzatorem, wartość posuwu nastawia się zmieniając tłumienie w amortyzatorze.
Czas operacji to ok 30-35s, nakrętka M16 ma szerokość 24mm, co po uwzględnieniu dodatkowego dystansu na wybieg daje posuw około 60mm/min
Stosowane wiertło: Garant CoHSS 114600, fi5
Na końcu śruby jest dodatkowo jest gniazdo torxa, w skutek niezbyt przemyślanego projektu (nie mam na niego wpływu) otwór pod kołek czasem wpada do gniazda torxa i wiercenie jest w niepełnym materiale. Jak bardzo pogarsza to sprawę wg was?
Problemy zasadniczo są trzy:
1. Na niektórych wiertłach otwór jest rozbijany i kołki wypadają, na innych jest ok. Generalnie zero jedynkowo - albo na danym wiertle jest w miarę ok, i robi się na nim dobre otwory aż do stępienia, albo od samego początku są problemy z rozbijaniem otworów. Często też wiertło się łamie na jednej z kilku pierwszych sztuk.
2. Wiertła zużywają się w ekspresowym tempie tempie, wymieniane potrafią być niekiedy co 60-100 obrobionych sztuk
3. Jest spory problem z wiórem. Na nowym wiertle praktycznie zawsze leci wstęga, która owija się na wrzecionie lub zakleja rowki wiórowe i zaczyna się problem, bo operator na linii nie bardzo ma czas na czyszczenie maszyny z wióra. Po obrobieniu kilku (około 5-8) sztuk leci już ładny, dość krótki wiór śrubowy, aż do zużycia wiertła. Wióry i wiertło z zaklejonym rowkiem sfotografowałem, zdjęcia poniżej.
Z racji faktu, że jestem praktykantem jeszcze w trakcie studiów nie mam zbyt wiele doświadczenia praktycznego, także jak przydałyby się wam jakieś dodatkowe informacje pytajcie, będę wielce wdzięczny za pomoc.






