Znaleziono 5 wyników
Wlasnie sciezki narzedzia w EC sa ok. Maszyna to haas vf2. Parametry roznie przewaznie w granicach 1.2-1.5 m/min a obroty w granicach 4.5 tys, frez fi 10 kula to tez roznie, material to duraluminium bodajze, to chyba Pa9. Odrzucilbym luzy maszyny, moze sztywnosc ale to tez raczej nie, moze wina lezy w tulejkach zaciskowych? uzywam ER32, a maja one chyba najwieksze bicie z mocowan narzedzi. Jeszcze co do EC i programu, to uzywam profilowania a potem wierszowanie, lecz przejscie z profilowania na wierszowanie bylo zawsze ponizej tych zabkow/linii.
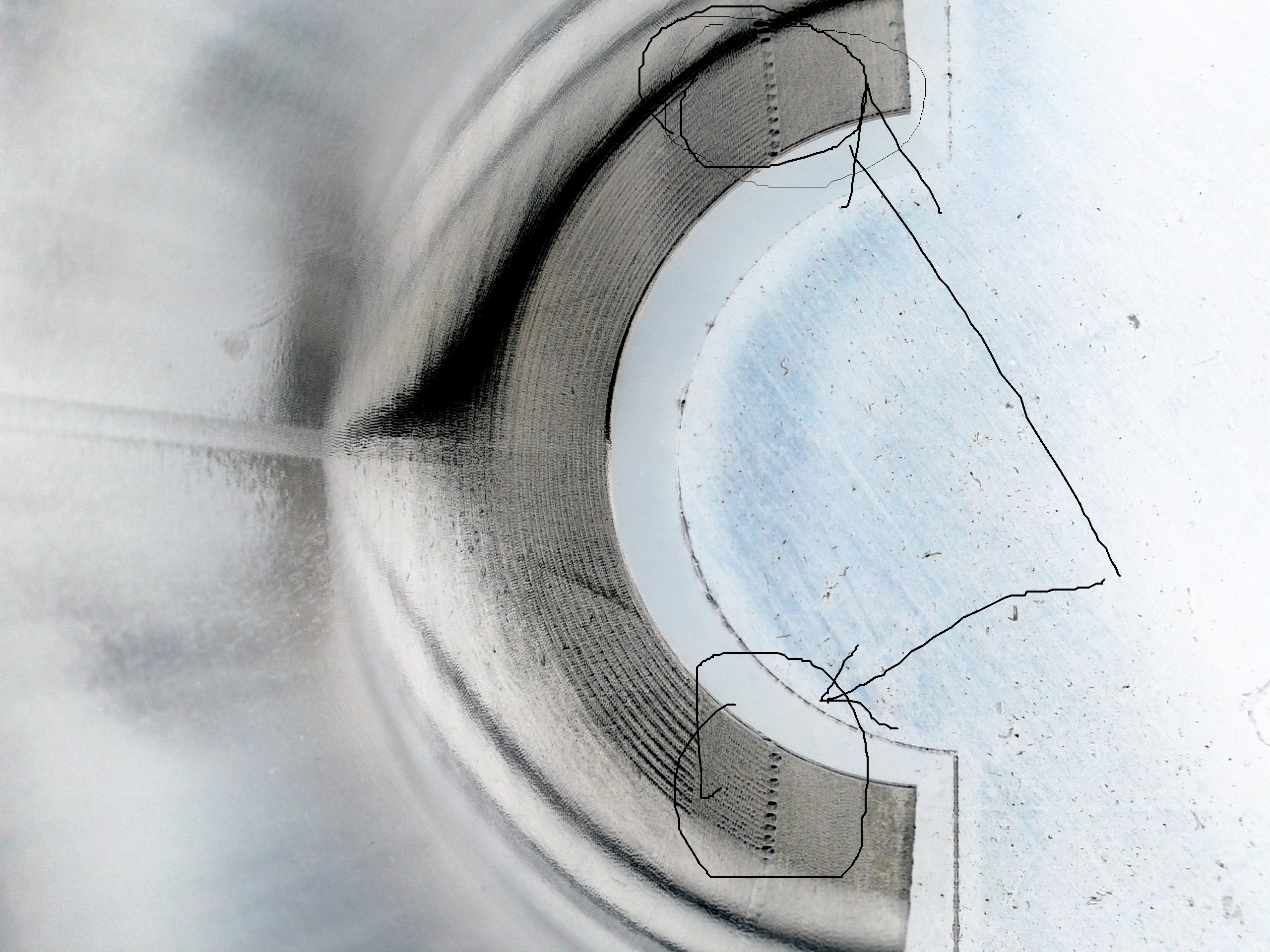
Tzn chodzi bardziej o te zabki, jaka przyczyne okreslilbys tych zabkow, bo te linie to masz racje wygladaja na ugiecie freza. Ale od poczatku na kazdej formie wyskakuja zabki przez caly ksztalt butelki w postacii linii na jednakowej wysokosci, tzn. na poczatku byly to linie, przez proby zniwelowania tego poprzez rozne sposoby obrobki w EC przeszlo z linii na zabki, te linie po luku wystapily jednorazowo.
Pytanie
Witam. Co moze byc przyczyna zabkow widocznych na ponizszym zdjeciu?