



Ja dopiero poznaję możliwości fanuka, więc moje "dylematy" mogą się wydać dziwne. Staram się jakoś logicznie uporządkować w głowie ten system i dochodzę do wniosku, że skoro jest możliwość:
G16
G1 X(promień) Y(kąt - np. inny niż krotność 90*)
G15 G80
po wykonaniu której nie znamy (bez obliczeń lub rysunku CAD) współrzędnych końca ścieżki narzędzia, to powinna być również możliwość zaprogramowania "bez obliczeń" kontynuacji tej ścieżki w formie interpolacji kołowej np. łuku o kącie innym niż krotność 90*. W przykładzie, który podałeś współrzędne końca łuku są oczywiste.
Popraw mnie jeśli się mylę. Zmieniając w Twoim przykładzie parametr I przesunąłem środek łuku/okręgu w osi X (bez zmiany Y), parametr J to promień łuku/okręgu. Jak zmienić położenie środka w osi Y? Może masz jakieś materiały dokładniej opisujące znaczenie parametrów w interpolacji kołowej (również z użyciem współrzędnych biegunowych), a jeśli nie to czy mógłbyś mi napisać kilka "skrajnych" przypadków takich interpolacji, a ja je sobie sam przeanalizuję żeby nie zajmować Ci czasu...
Znaleziono 3 wyniki
Wróć do „Fanuc wstęp do programowania”
- 25 lip 2013, 12:25
- Forum: Fanuc
- Temat: Fanuc wstęp do programowania
- Odpowiedzi: 76
- Odsłony: 33463
- 25 lip 2013, 09:50
- Forum: Fanuc
- Temat: Fanuc wstęp do programowania
- Odpowiedzi: 76
- Odsłony: 33463
Dzięki. Znalazłem w tablicy offsetów pola w których wpisuje się wartości H i D i teraz działa. Mam jeszcze jeden problem. Instrukcja nie opisuje jak wykożystać współrzędne biegunowe przy interpolacji kołowej (G2, G3). Chcę zaprogramować ruch po okręgu po podaniu współrzędnych jego środka i kąta łuku. Moje próby dają dość nieoczekiwane efekty. Szukanie jakiejś prawidłowości po omacku to katorżnicza robota. W heidenhain wygląda to tak:
G12 (lub G13) H(kąt) I(współrzędna X środka) J(współrzędna Y środka)...
Poproszę o jakiś przykład jak to zrobić lub link do informacji na ten temat.
G12 (lub G13) H(kąt) I(współrzędna X środka) J(współrzędna Y środka)...
Poproszę o jakiś przykład jak to zrobić lub link do informacji na ten temat.
- 22 lip 2013, 19:45
- Forum: Fanuc
- Temat: Fanuc wstęp do programowania
- Odpowiedzi: 76
- Odsłony: 33463
Witam, ściągnąlem tą instrukcję i natrafiłem na pewien problem (być może bardziej związany z symulatorem, na którym się uczę czyli - SWANSOFT). Nie dział mi kompensacja długości narzędzia 
Tak w skrócie:
Umieszczam punkt zerowy osi Z na górnej płaszczyźnie materiału obrabianego (w tym przypadku kodem G56), długość narzędzia (T04) wraz z oprawką wynosi 100mm. Kodem G43 Z0 H??? opuszczam narzędzie na punk zerowy osi Z i okazuje się, ze narzędzie opuszcza mi się aż do swojego puktu zerowego (czyli cały frez z oprawką wjeżdża w materiał). Kombinowałem z różnymi wartościami parametru H (w instrukcji niezbyt jasno jest to opisane) i nie zauważyłem żadnej reakcji. Tak jakby parametr H - nie istniał. Próbowałem poeksperymentować z parametrem maszynowym 5001 (OFH) - przy bicie 2 ustawionym na 0 powinny działać parametry H i D przy kompensacji, a tu nic! (zdjęcie poniżej) Inna sprawa, że próbowałem zmieniać wartości bitów w parametrach maszynowych i jakoś nie mogę. Nie ma reakcji na wciśnięcie softkey-a [ON-1]. Proszę o podpowiedź, bo wydaje mi się, że wszystkie możliwości kombinowania na ten moment wyczerpałem...
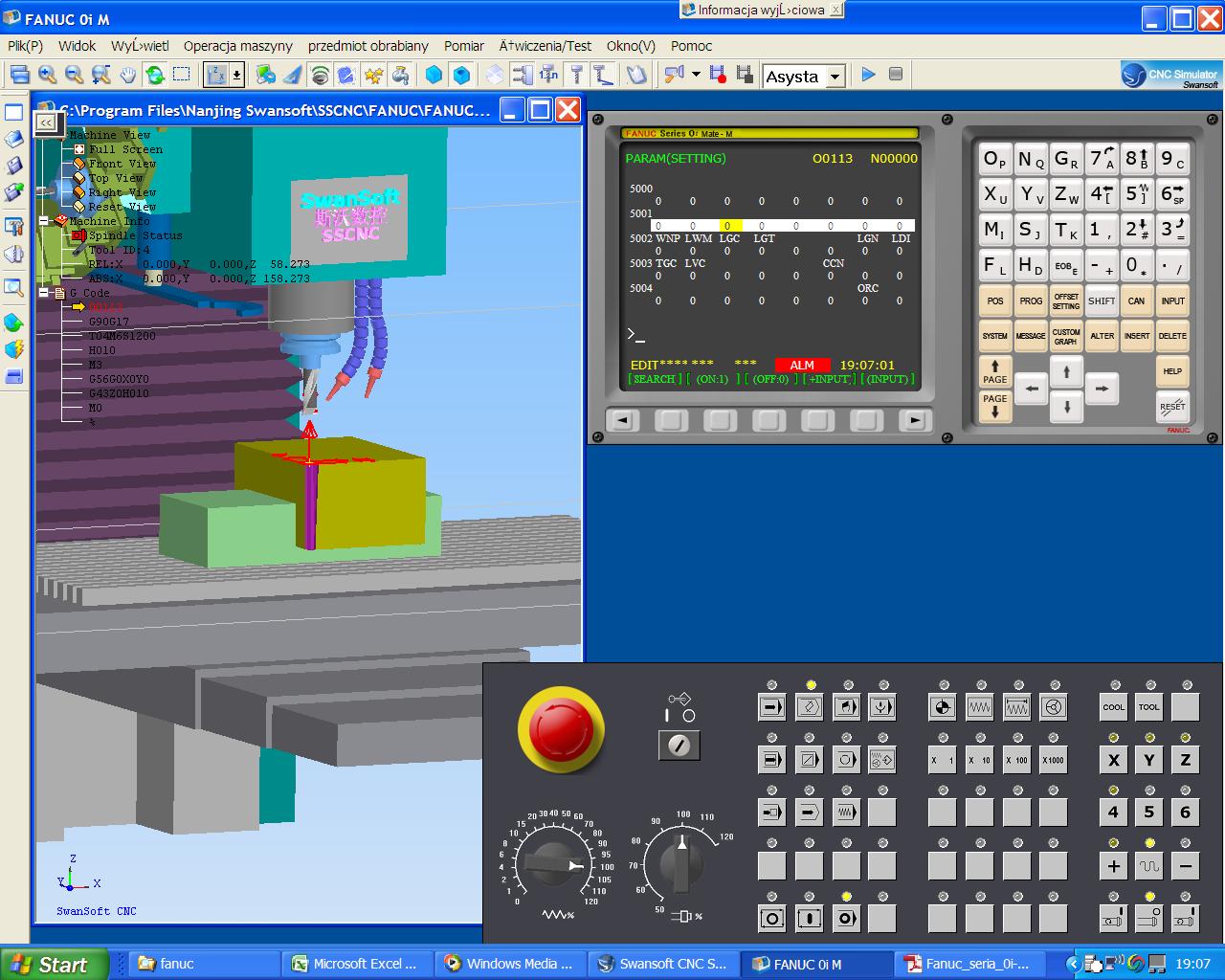
Tak w skrócie:
Umieszczam punkt zerowy osi Z na górnej płaszczyźnie materiału obrabianego (w tym przypadku kodem G56), długość narzędzia (T04) wraz z oprawką wynosi 100mm. Kodem G43 Z0 H??? opuszczam narzędzie na punk zerowy osi Z i okazuje się, ze narzędzie opuszcza mi się aż do swojego puktu zerowego (czyli cały frez z oprawką wjeżdża w materiał). Kombinowałem z różnymi wartościami parametru H (w instrukcji niezbyt jasno jest to opisane) i nie zauważyłem żadnej reakcji. Tak jakby parametr H - nie istniał. Próbowałem poeksperymentować z parametrem maszynowym 5001 (OFH) - przy bicie 2 ustawionym na 0 powinny działać parametry H i D przy kompensacji, a tu nic! (zdjęcie poniżej) Inna sprawa, że próbowałem zmieniać wartości bitów w parametrach maszynowych i jakoś nie mogę. Nie ma reakcji na wciśnięcie softkey-a [ON-1]. Proszę o podpowiedź, bo wydaje mi się, że wszystkie możliwości kombinowania na ten moment wyczerpałem...






