



Znalazłem w sieci taki artykuł:
http://www.mechanik.media.pl/pliki/do_p ... /16/09.pdf
Znaleziono 4 wyniki
Wróć do „Toczenie czopa nieosiowego”
- 14 lip 2016, 20:46
- Forum: Siemens Sinumerik CNC
- Temat: Toczenie czopa nieosiowego
- Odpowiedzi: 18
- Odsłony: 4670
- 14 lip 2016, 18:27
- Forum: Siemens Sinumerik CNC
- Temat: Toczenie czopa nieosiowego
- Odpowiedzi: 18
- Odsłony: 4670
Jasiu... zobacz filmik podany powyżej przez kolegę mag999, zastanów się nad tym a następnym razem jeżeli nie będziesz miał nic ciekawego do napisania to najlepiej nie pisz.
Zdaję sobie sprawę z konieczności wykonywania bardzo szybkich ruchów nawrotnych (z dużym przemieszczeniem a więc i z bardzo wysoką prędkością). Zdaję sobie sprawę z konieczności zastosowania bardzo niskich prędkości obrotowych wrzeciona a co za tym idzie z bardzo niskimi prędkościami skrawania. Ale tak jak napisałem chciałbym tego spróbować z czystej ciekawości. A najbardziej ciekawi mnie to jak ma być napisany program, jak się w ogóle do tego zabrać. Także jeżeli ma ktoś na to jakiś pomysł to zachęcam do współpracy.
Zdaję sobie sprawę z konieczności wykonywania bardzo szybkich ruchów nawrotnych (z dużym przemieszczeniem a więc i z bardzo wysoką prędkością). Zdaję sobie sprawę z konieczności zastosowania bardzo niskich prędkości obrotowych wrzeciona a co za tym idzie z bardzo niskimi prędkościami skrawania. Ale tak jak napisałem chciałbym tego spróbować z czystej ciekawości. A najbardziej ciekawi mnie to jak ma być napisany program, jak się w ogóle do tego zabrać. Także jeżeli ma ktoś na to jakiś pomysł to zachęcam do współpracy.
- 14 lip 2016, 16:36
- Forum: Siemens Sinumerik CNC
- Temat: Toczenie czopa nieosiowego
- Odpowiedzi: 18
- Odsłony: 4670
Tak jak napisałem wyżej, w grę nie wchodzi żadne przerabianie elementów mocujących. Poza tym detal powstaje z pręta (obróbka małoseryjna) więc takie rozwiązania nie wchodzą w grę. Jedyną możliwością jest frezowanie tak jak obecnie lub toczenie (które z ciekawości chciałbym wypróbować), czyli zsynchronizowanie osi C (wrzeciono) oraz X/Y/Z (głowica rewolwerowa).
Pozdrawiam.
Pozdrawiam.
- 12 lip 2016, 20:09
- Forum: Siemens Sinumerik CNC
- Temat: Toczenie czopa nieosiowego
- Odpowiedzi: 18
- Odsłony: 4670
Toczenie czopa nieosiowego
Witam!
Chciałbym poprosić o pomoc bardziej doświadczonych programistów SINUMERIKa 840D. Czy ma ktoś z was pomysł w jaki sposób napisać program na toczenie czopa fi9,48?
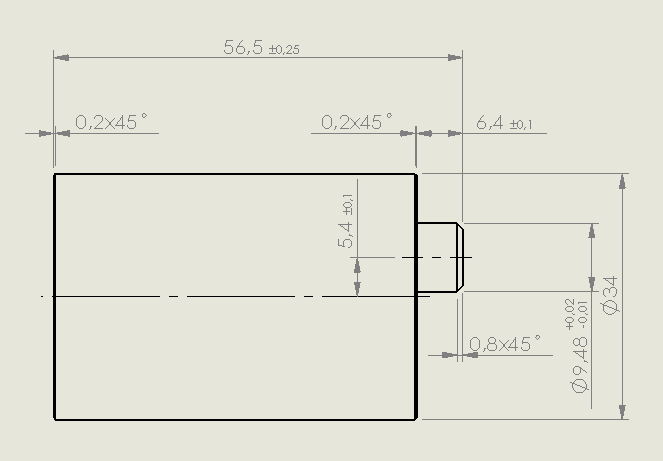
Maszyna na jakiej ten detal jest produkowany w obecnej chwili wyposażona jest w przeciw-wrzeciono oraz dwie głowice rewolwerowe (1 z dodatkową osią Y). Dotychczas czop frezowaliśmy przy pomocy cyklu 77 (frezowanie czopa kołowego) przy pomocy cztero-ostrzowego frezu fi16. Z czystej ciekawości chciałbym sprawdzić jakie będą efekty uzyskane po toczeniu tego czopa (kilkukrotnie widziałem toczenie wałów korbowych, gdzie poprzez odpowiednie zsynchronizowanie obrótów detalu i dojazdu głowicy rewolwerowej udawało się to zrobić). Dodam, że nie posiadamy systemu CAM, programujemy „z palca”.
Materiał z jakiego jest wykonywany ten detal to mosiądz.
Uprzedzam, że nie wchodzi w grę żadne przerabianie tulei zaciskowych!
Serdecznie dziękuję za pomoc!
Chciałbym poprosić o pomoc bardziej doświadczonych programistów SINUMERIKa 840D. Czy ma ktoś z was pomysł w jaki sposób napisać program na toczenie czopa fi9,48?
Maszyna na jakiej ten detal jest produkowany w obecnej chwili wyposażona jest w przeciw-wrzeciono oraz dwie głowice rewolwerowe (1 z dodatkową osią Y). Dotychczas czop frezowaliśmy przy pomocy cyklu 77 (frezowanie czopa kołowego) przy pomocy cztero-ostrzowego frezu fi16. Z czystej ciekawości chciałbym sprawdzić jakie będą efekty uzyskane po toczeniu tego czopa (kilkukrotnie widziałem toczenie wałów korbowych, gdzie poprzez odpowiednie zsynchronizowanie obrótów detalu i dojazdu głowicy rewolwerowej udawało się to zrobić). Dodam, że nie posiadamy systemu CAM, programujemy „z palca”.
Materiał z jakiego jest wykonywany ten detal to mosiądz.
Uprzedzam, że nie wchodzi w grę żadne przerabianie tulei zaciskowych!
Serdecznie dziękuję za pomoc!






