Nie ma co chłopaki, dzięki że chcieliście doradzić i mi pomóc

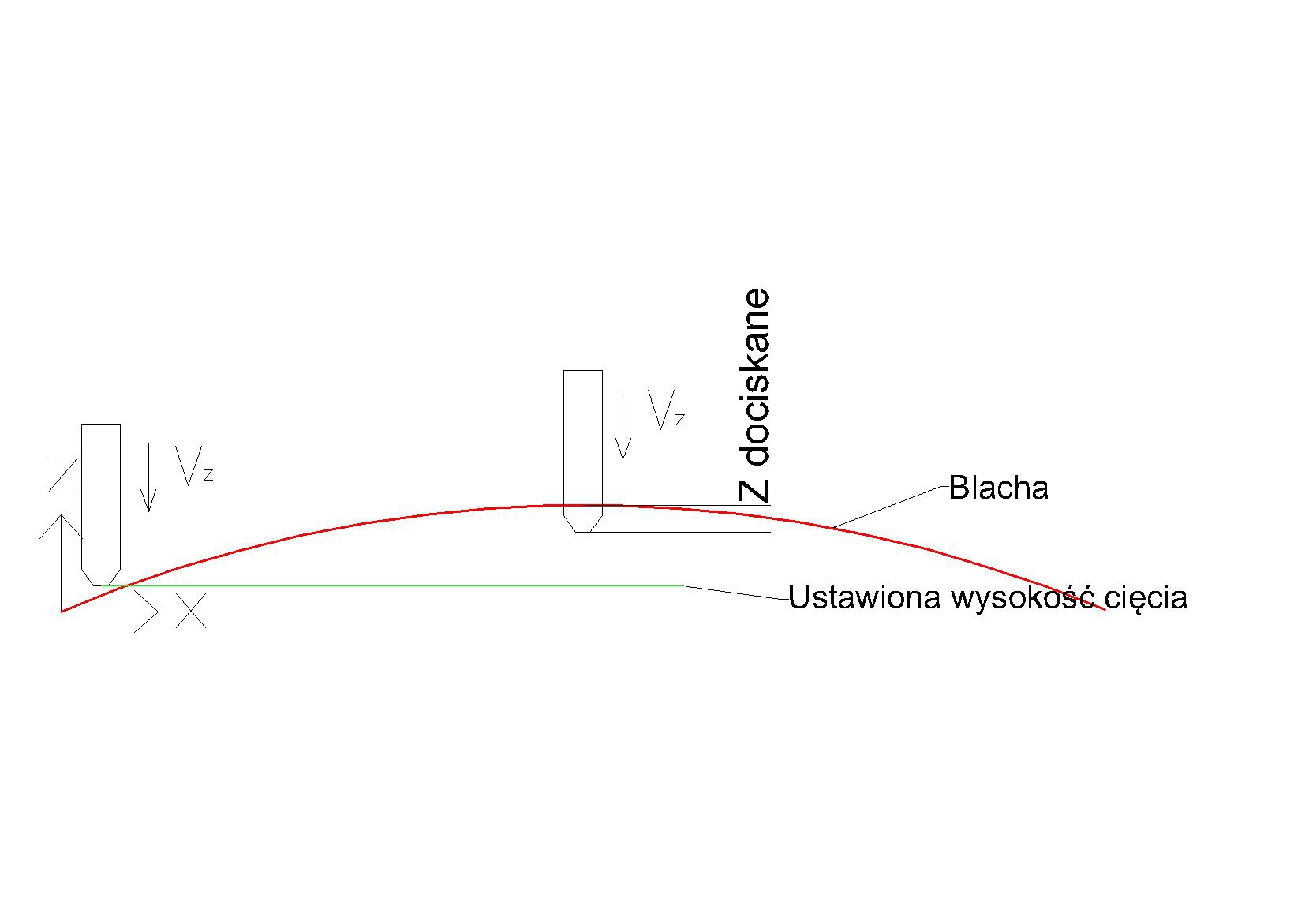
. Długi czas się nie odzywałem, bo budowałem własny układzik oparty na mikroprocesorze i czujniku pojemnościowym, który miał w momencie opuszczania i załączenia palnika przejąć kontrole. A mianowicie wysłać sygnał STOP (OEM kod 1003) na odpowiednie wejście, sygnał zjazdu (tutaj w pierwszej wersji był to sygnał Push to jog Z+ (OEM kod 312), ale to nie zdało egzaminu i zmieniłem tak układ żeby bezpośrednio oddziaływał na sterownik silnika krokowego osi Z). Następnie na podstawie odczytu z czujnika na odpowiedniej wysokości przerwać zjazd i wyzerować oś Z, wystartować M3 i uruchomić dalej programik START (OEM 1000). Oczywiście wszystko było oparte o odpowiednio wygenerowany G-cod.
W teorii oraz testach bez macha układ działał cacy, nawet czasami zadziałał razem z Machem. tylko był ten problem że pomimo że sterownik odczytywał poprawnie stan wejść (sprawdzałem to kilka razy) to mach reagował na same sygnały w kratkę. Największy problem sprawiał tu sygnał STOP.
Jednym słowem stwierdzam że Mach3 to była TOTALNA pomyłka i poza frezarkami i ploterami nigdzie go nie zastosuję. Zastanawiam się teraz nad sterownikiem Baldora i polskim programikiem SmartCNC. Czekam właśnie na odpowiedz od producenta z informacjami na temat samego układu sterowania.
Jeszcze raz dzięki i uważam temat za zamknięty, pozdrawiam

.
A to zdjęcia lutowanej płytki v1.0