



dzięki, endriu76 wrzucił już ten program, programowanie z użyciem współrzędnych biegunowych na sterowniku mitsubishi EzMotion-nc wygląda nieco inaczej.
Nie byłem na zajęciach jak była mowa o tym i nie za bardzo wiem o co w tym chodzi i myślałem że ktoś pomoże bo może wie jak.
Znaleziono 5 wyników
Wróć do „pomoc w napisaniu programu na frezarke”
- 25 kwie 2012, 21:54
- Forum: G-CODE - programowanie
- Temat: pomoc w napisaniu programu na frezarke
- Odpowiedzi: 8
- Odsłony: 4374
- 25 kwie 2012, 14:17
- Forum: G-CODE - programowanie
- Temat: pomoc w napisaniu programu na frezarke
- Odpowiedzi: 8
- Odsłony: 4374
wrzucam poprawiony program wydaje mi się ze jest ok
O100(PLYTKA)
N20 N10 T1(FREZ_PALCOWY_FI_18);
N20 G17 G54 G90;
N30 G43 H1 Z200. S900 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F180;
N80 Y0.;
N90 Y55.;
N100 G01 X51.962 Y85.;
N110 G91 G03 X-12.9 Y31.143 R17.;
N120 G90 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y97.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N180 G90 G01 X125.;
N190 Y35.;
N200 G01 X83.289. Y0.;
N210 X30.;
N220 G01 X0. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
[ Dodano: 2012-04-25, 15:05 ]
Dobór parametrów skrawania:
Frez Ø18mm z powłoką ochronną tytanową
Ilość ostrzy z=4
V ok. 50 m/min
f_z=0,05[mm/ostrze];[mm/1]
V=(π∙D∙n)/1000 [m/min]
n=(1000∙V)/(π∙D) [obr/min]= (1000∙50)/(π∙18)=50000/56.55=884.17 przyjmuje 900 obr.
f_t=f_z∙z∙n
f_t=0,05∙4∙900=180[mm/min]
O100(PLYTKA)
N20 N10 T1(FREZ_PALCOWY_FI_18);
N20 G17 G54 G90;
N30 G43 H1 Z200. S900 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F180;
N80 Y0.;
N90 Y55.;
N100 G01 X51.962 Y85.;
N110 G91 G03 X-12.9 Y31.143 R17.;
N120 G90 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y97.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N180 G90 G01 X125.;
N190 Y35.;
N200 G01 X83.289. Y0.;
N210 X30.;
N220 G01 X0. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
[ Dodano: 2012-04-25, 15:05 ]
Dobór parametrów skrawania:
Frez Ø18mm z powłoką ochronną tytanową
Ilość ostrzy z=4
V ok. 50 m/min
f_z=0,05[mm/ostrze];[mm/1]
V=(π∙D∙n)/1000 [m/min]
n=(1000∙V)/(π∙D) [obr/min]= (1000∙50)/(π∙18)=50000/56.55=884.17 przyjmuje 900 obr.
f_t=f_z∙z∙n
f_t=0,05∙4∙900=180[mm/min]
- 25 kwie 2012, 08:15
- Forum: G-CODE - programowanie
- Temat: pomoc w napisaniu programu na frezarke
- Odpowiedzi: 8
- Odsłony: 4374
- 24 kwie 2012, 16:48
- Forum: G-CODE - programowanie
- Temat: pomoc w napisaniu programu na frezarke
- Odpowiedzi: 8
- Odsłony: 4374
o to co napisałem
cncsimulator nie obsługuje współrzędnych biegunowych, może podpowiedz w jakim symulatorze mógłbym to sprawdzić, to metodą prób i błędów powoli doszedł bym do rozwiązania
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 A30. Y85.;
N110 G13 A165 R17 ????
N120 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y27.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N170 G90;
N180 G01 X125.;
N190 Y35.;
N200 G01 A50 X0.;
N210 X30.;
N220 G01 A35. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
[ Dodano: 2012-04-24, 16:54 ]
próbowałem programować we współrzędnych biegunowych ale nie rozumiem tego do końca ;/
[ Dodano: 2012-04-24, 17:31 ]
tutaj napisałem program który działa w cncsimulator
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 X30. Y85.;
N110 G91 G03 X-12.9 Y31.143 R17.;
N115 G90;
N120 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y97.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N170 G90;
N180 G01 X125.;
N190 Y35.;
N200 G01 X83.289. Y0.;
N210 X30.;
N220 G01 X0. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
cncsimulator nie obsługuje współrzędnych biegunowych, może podpowiedz w jakim symulatorze mógłbym to sprawdzić, to metodą prób i błędów powoli doszedł bym do rozwiązania
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 A30. Y85.;
N110 G13 A165 R17 ????
N120 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y27.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N170 G90;
N180 G01 X125.;
N190 Y35.;
N200 G01 A50 X0.;
N210 X30.;
N220 G01 A35. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
[ Dodano: 2012-04-24, 16:54 ]
próbowałem programować we współrzędnych biegunowych ale nie rozumiem tego do końca ;/
[ Dodano: 2012-04-24, 17:31 ]
tutaj napisałem program który działa w cncsimulator
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G41 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 X30. Y85.;
N110 G91 G03 X-12.9 Y31.143 R17.;
N115 G90;
N120 G01 X10.084 Y108.379;
N130 Y125.;
N140 X100.;
N150 Y97.5;
N160 G91 G03 X22.5 Y-22.5 I0. J-22.5;
N170 G90;
N180 G01 X125.;
N190 Y35.;
N200 G01 X83.289. Y0.;
N210 X30.;
N220 G01 X0. Y21.006;
N230 X-20.;
N240 G40;
N250 Z2. M09;
N250 G00 Z200.;
N260 M30;
- 23 kwie 2012, 23:14
- Forum: G-CODE - programowanie
- Temat: pomoc w napisaniu programu na frezarke
- Odpowiedzi: 8
- Odsłony: 4374
pomoc w napisaniu programu na frezarke
sterownik mitsubishi EZMotion-NC
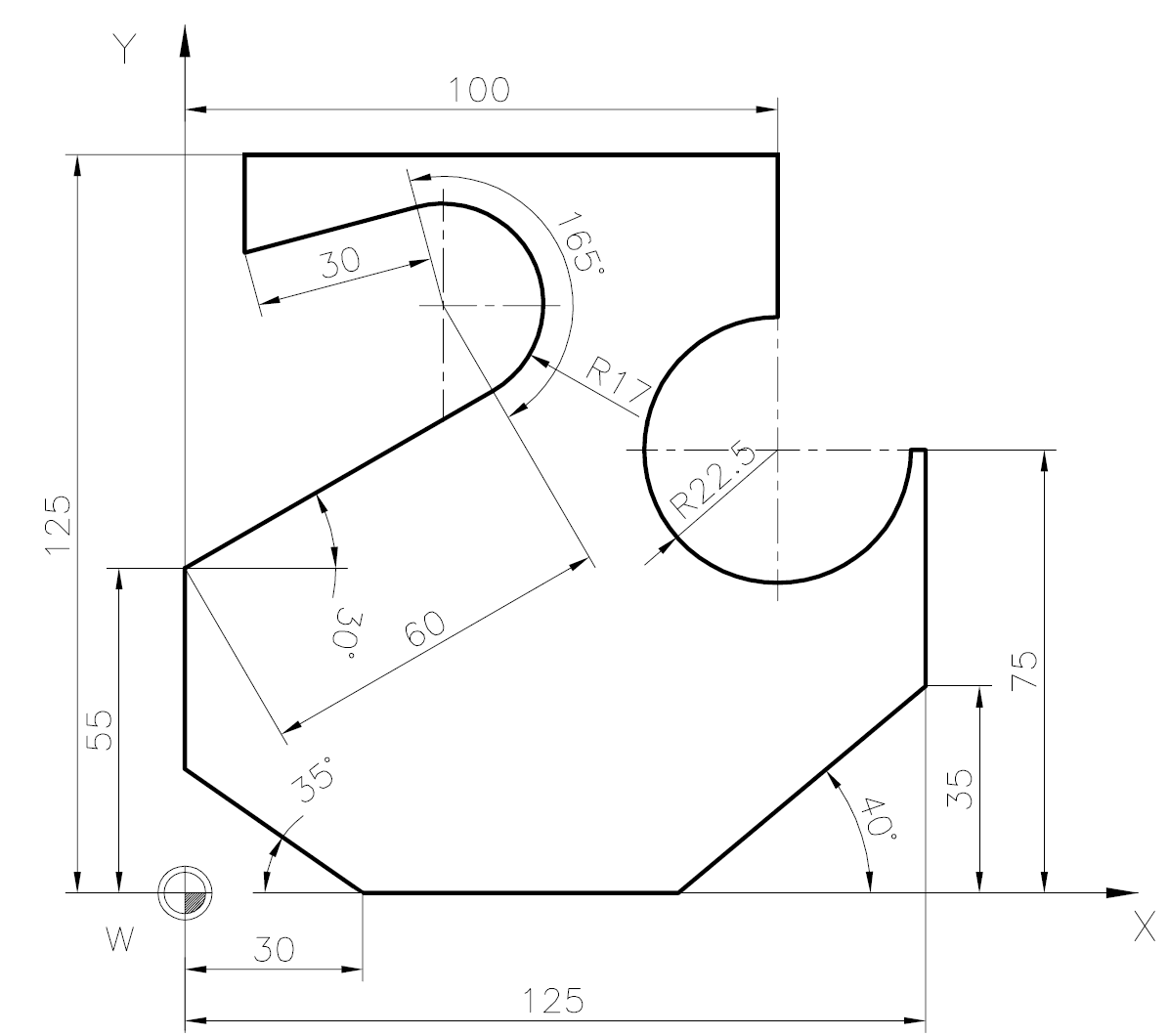
Proszę o pomoc w napisaniu programu do załączonego rysunku, w przyjtym układzie współrzdnych przedmiotu (WKS) o pocztku w punkcie W.
Ruch rozpocząć od punktu (0,0) w kierunku zgodnym do ruchu wskazówek zegara.
Przyjąć głębokość obróbki Z=-5. Obróbk wykona frezem
palcowym o rednicy 16 mm. Prowadzący zajęcia proponował zaprogramować z użyciem współżędnych biegunowych
oto co mam:
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G42 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 A30. Y85. (Y wyliczona ze wzoru na dl boków trójkąta, ale nie wiem czy tak jest dobrze)
N110 G13 A165 .... (i co dalej niewiem jak mam to policzyc?? )
Proszę o pomoc w napisaniu programu do załączonego rysunku, w przyjtym układzie współrzdnych przedmiotu (WKS) o pocztku w punkcie W.
Ruch rozpocząć od punktu (0,0) w kierunku zgodnym do ruchu wskazówek zegara.
Przyjąć głębokość obróbki Z=-5. Obróbk wykona frezem
palcowym o rednicy 16 mm. Prowadzący zajęcia proponował zaprogramować z użyciem współżędnych biegunowych
oto co mam:
N10 T1;
N20 G54 G90;
N30 G43 H1 Z200. S500 M03;
N40 G00 X0. Y-20.;
N50 Z2. M8;
N60 G42 D1;
N70 G01 Z-5. F200;
N80 Y0.;
N80 Y55.;
N90 G17;
N100 G01 A30. Y85. (Y wyliczona ze wzoru na dl boków trójkąta, ale nie wiem czy tak jest dobrze)
N110 G13 A165 .... (i co dalej niewiem jak mam to policzyc?? )






