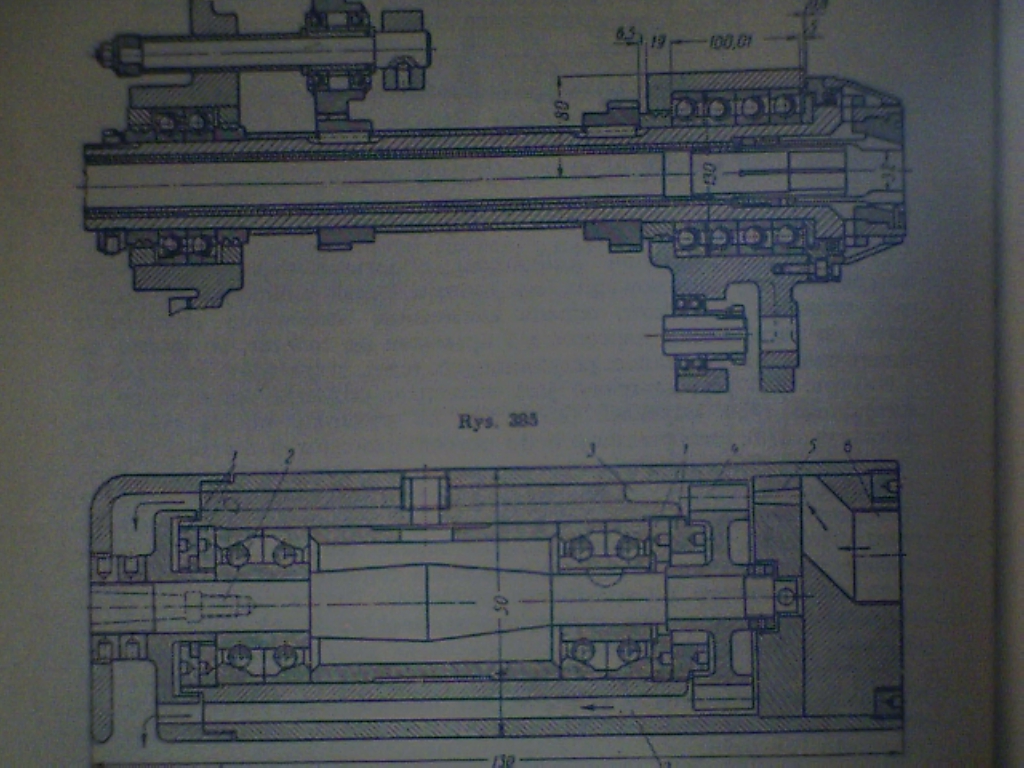
Przy seryjnej produkcji luzy i napięcia są stabelaryzowane i montażysta ma pomoce pozwalające obciążyć statycznie zmontowany zespół - najczęściej wywołuje się siłę poosiową i zakres przemieszczenia się wałka jest miarą dopasowania długości tulejek dystansowych (mowa o wartościach ugięć możliwych do wywołania w zespole - raczej mikrony)
Praktycznie dla jednostkowego składania bez doświadczenia i przyrządów można powiedzieć że będzie jako tako gdy łozyska zaciśniete na wałku (tulejka dobita na sztywno pomiędzy pierścieniami wewnętrznymi dla układu O) pozostawiają zacisk bieżni zewnętrznych który pozwala aby ręcznie, z wyraźnym tarciem na przyleganiu, była jeszcze możliwość ich obrotu.
Najczęściej nastąpi luzowanie zacisku wzdłużnego gdyż ciepło w łożysku powoduje wydłużenie wałka co zmniejsza zacisk tulejek ( przy stałej obudowie)
Ale co i jak to zależy od szczegółów konstrukcji zespołu.
Dodane 17 minuty 20 sekundy:
szpadel to szpadelannacnc pisze:Mam pytanie z jakiej książki są podane wyżej zdjęcia wrzecion?
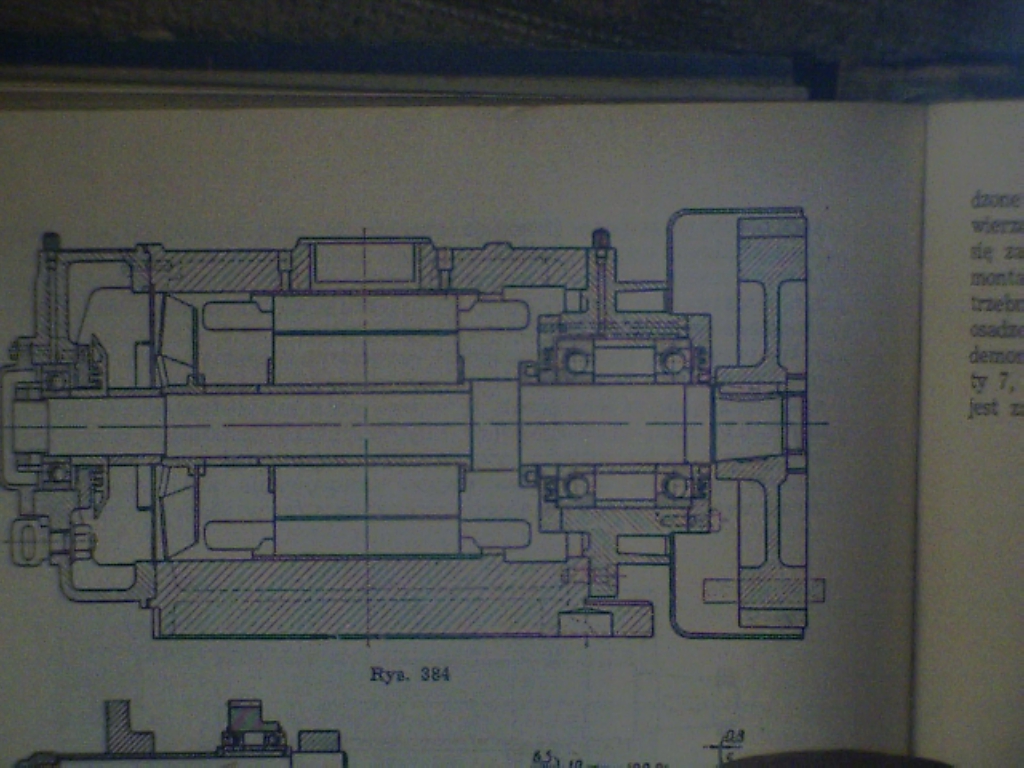
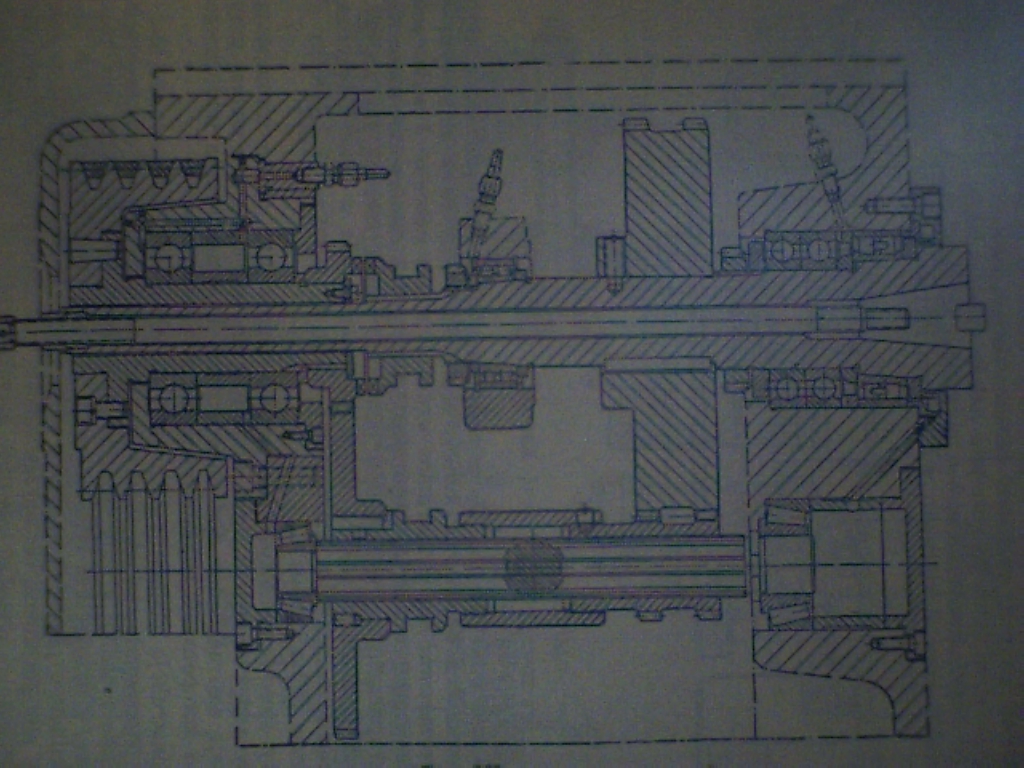
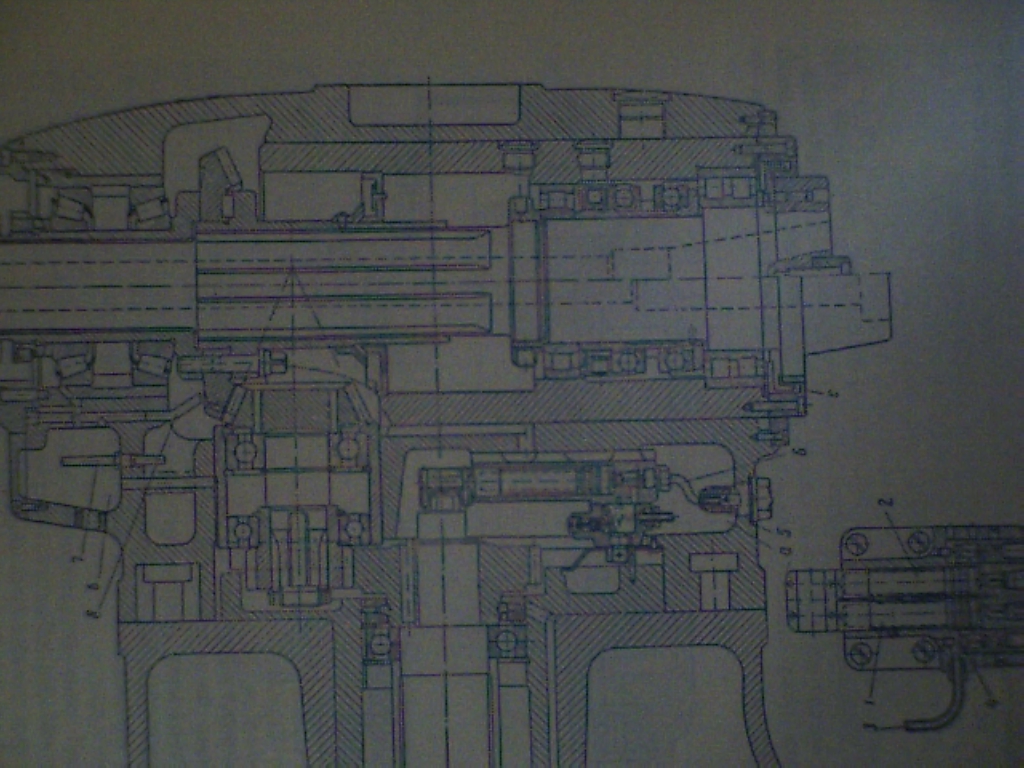
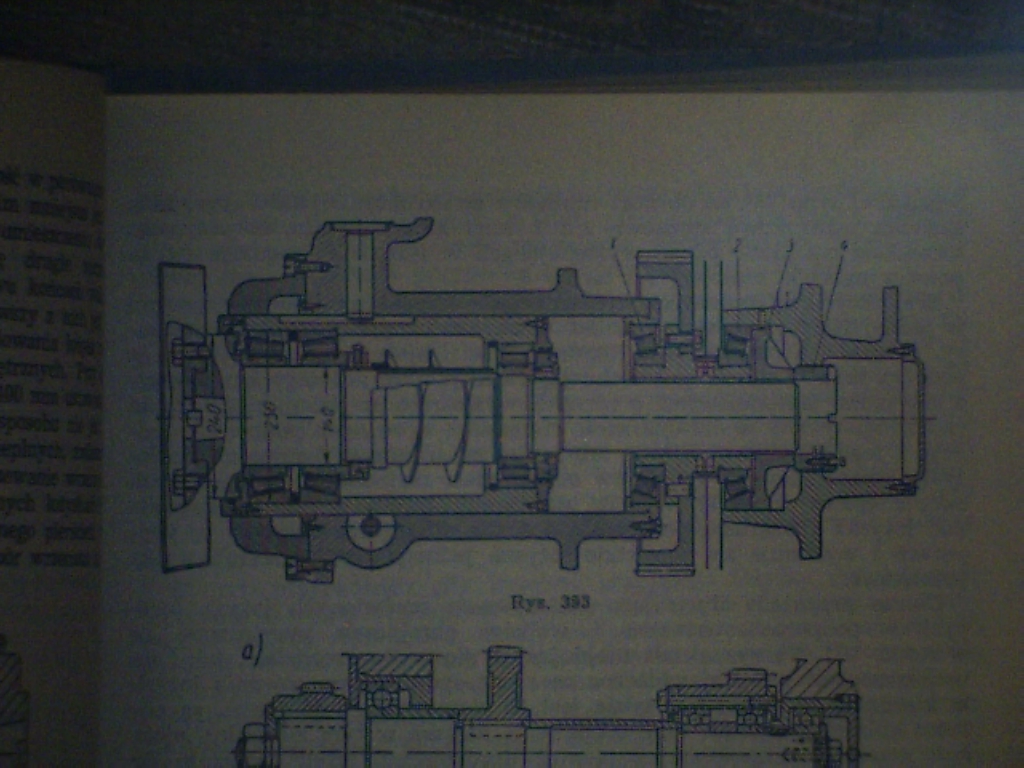
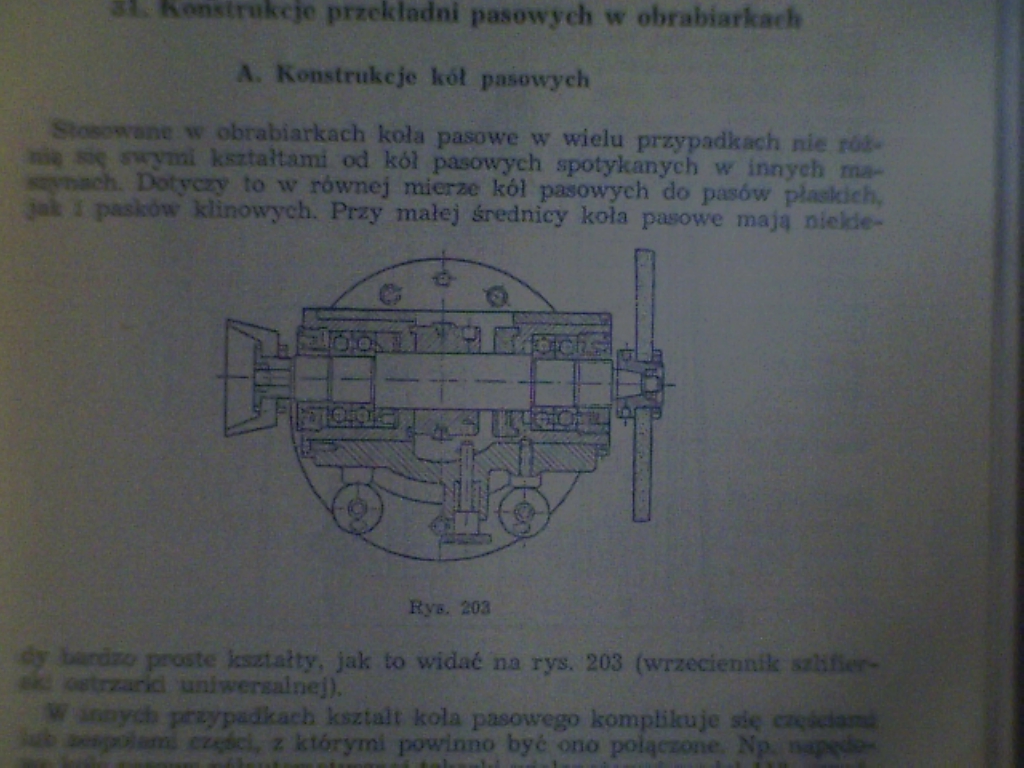
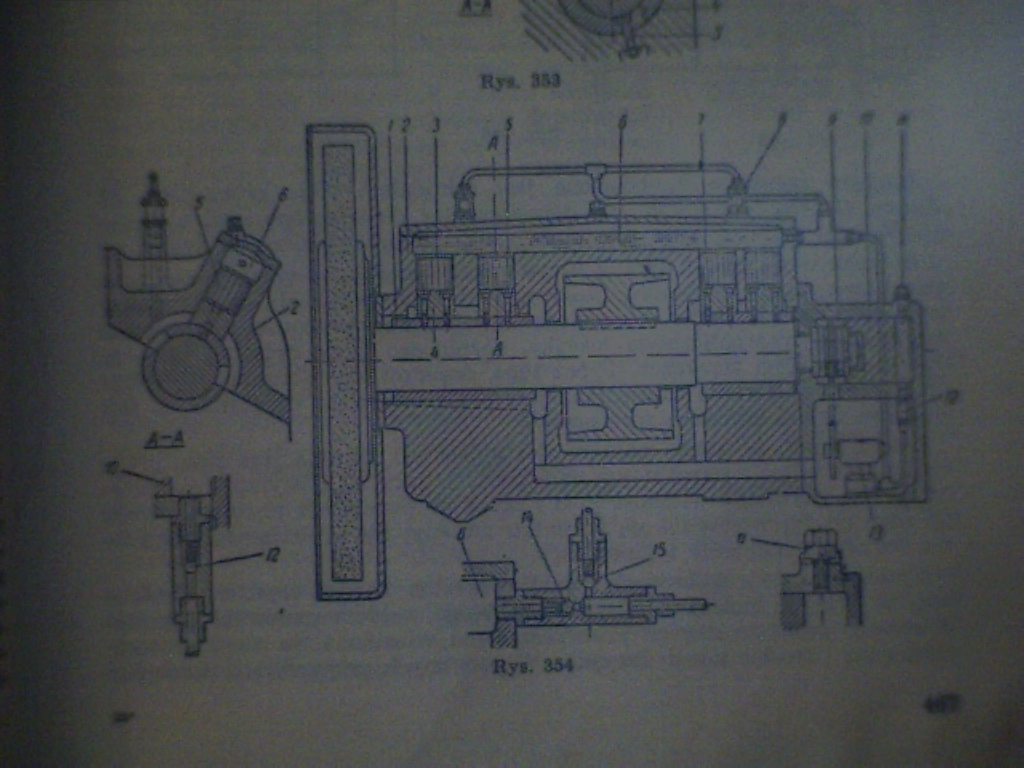
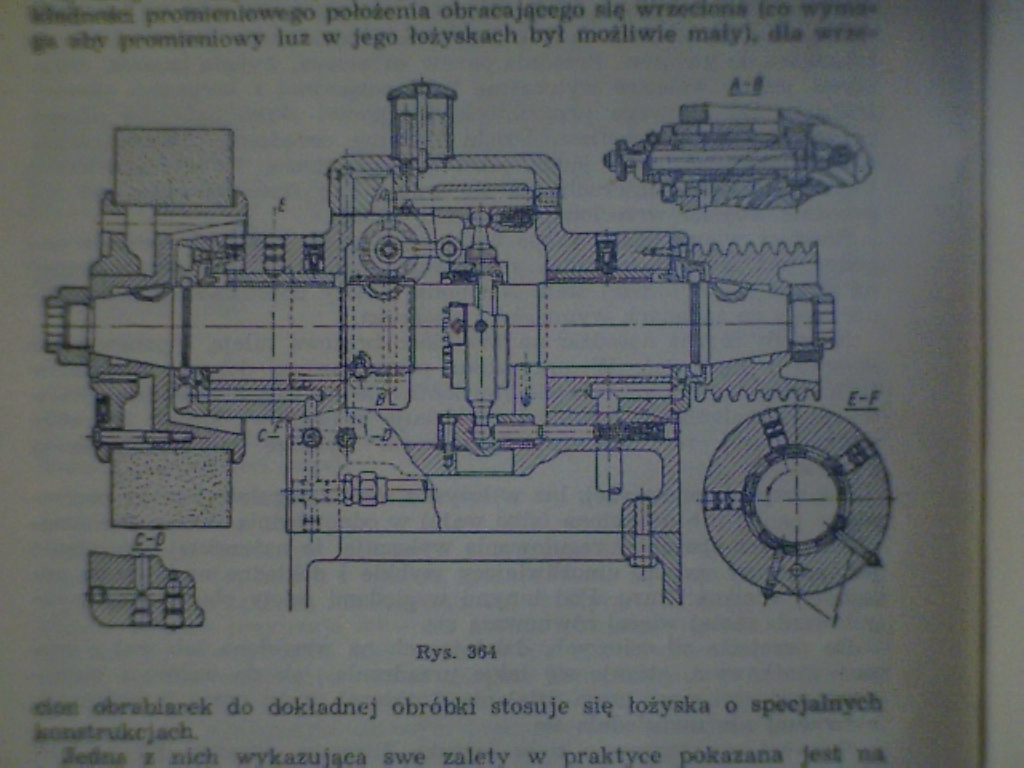
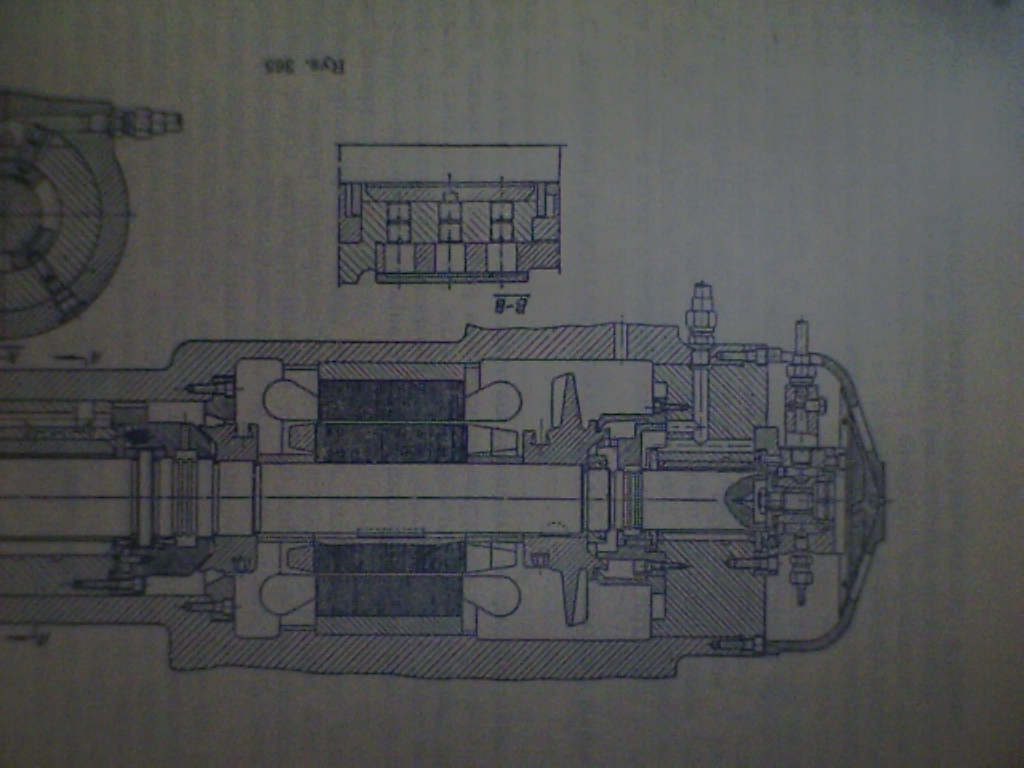
Aczerkan "Obliczanie i konstruowanie obrabiarek do metali" (o ile o moje zdjęcia pytano)
Książka z ubiegłego wieku i wrażego ustroju. Ale gdzie nie otworzyć to zawsze ciekawe.