



Kolego, nie gniewaj się, nie do Ciebie to ale często przychodził jeden z drugim w sprawie pracy - każdy wszystko wiedział ale żaden niczego nie zrobił. Normalnie tragedia.kamar pisze:wszystko umieć, nic nie robić
Znaleziono 7 wyników
Wróć do „Pozycjonowanie silnika krokowego.”
- 25 lis 2012, 14:12
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
- 24 lis 2012, 19:53
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
No dobrze. Dominująca chęć przedstawiania racji typu bo moja jest mojsza wręcz kompulsywnie powoduje że powiem o mojej.
Przy pracy w stalach narzędziowych, gdy stosować chłodzenie, to trwałość narzędzia nie jest tak mała. I gdy coś zaczyna się tępić to operator widzi i wymienia. Dobry frez faktycznie pracuje dość długo choć tak na prawdę to nie wiem ile.
Ale...
Ja nie jestem operatorem i stać przy obróbce nie lubię. Właściwie lubię ale inne rzeczy jednak bardziej.
Dobre frezy też mam lecz mimo że dobre to i tak kiedyś się tępią.( u kol Kamara też bo przecież je obcina i na nowo czoła zaprawia)
Gdy stępią się pod chłodzeniem a dozoru nie ma bo gdzieś polazłem to chłodziwo i tak nie zapobiegnie rozgrzaniu się freza do czerwoności - spowoduje tylko to ze obrabiany detal utwardzi się pod frezem. Często można taki detal już wyrzucić bo naprawa powierzchni się nie uda. Po dość długim czasie prawidłowego skrawania z chłodzeniem czas przejścia do tępego ścierania freza na czerwono jest stosunkowo krótki. Tak więc raczej trzeba pilnować na bieżąco.
Omawiany tutaj wałek tani nie jest więc nie o frez idzie tylko o pewność że nie zniszczę detalu.
Dlatego obróbka jest bez chłodzenia bo gdy tępy frez zrobi się czerwony to najwyżej się złamie a detal dalej nadaje się od pracy.
W warunkach bez chłodzenia frez chiński za parę zł czy markowy za kilkadziesiąt pracują podobnie długo. Różnica może 1,5x. Ale złotówki stępione w chińczyku są 5x mniejsze niż te które stępię frezem markowym - przy tej samej ilości usuniętego materiału w tym samym czasie.
A tępić będę bo nie jestem frezerem i być nim już nie zamierzam. Gdyby można było wykonać obróbkę przez jednorazowy strzał dynamitem to tak bym robił.
A kto za co płaci? - za wszystko płaci klient. Rzecz tylko w tym że ja nie mam tzw "Zakładu Obróbki Mechanicznej" i cena fakturowa mało ma coś wspólnego z roboczogodzinami czy zużytymi narzędziami. Faktycznie inne są priorytety.
Nawiasem mówiąc trwałość wymiennych płytek skrawających liczona jest chyba dla 15 min pracy. I dla takiej trwałości producenci podają parametry skrawania. Coś takiego chodzi mi w pamięci - możliwe że to stan dla płytek z przed 20 lat - nie śledzę tego, nie jest to aż tak ważne.
Ważniejsza jest przyjemność realizowania pomysłu, zrobienia czegoś fajnie, nawet takiej podzielnicy , od podstaw, wbrew demokratycznym opiniom ogółu, wbrew oczywistości dla wszystkich że tak się nie robi lub że się nie opłaca.
Pochopli, pochopli.
ursus_arctos - kolego,zrobisz frezarkę która obrobi Ci korpus podzielnicy a parę detali na okrągło zlecisz sąsiadowi. Razem do kupki nie są to duże nakłady. Tak naprawdę dzisiaj to nie obróbka robi wysoki koszt urządzenia tylko bezmyślność w realizacji.
Posiedź 10x więcej czasu nad rysunkiem, porozmawiaj z potencjalnym wykonawcą, pooglądaj co na złomie leży a jest już obrobione i się przyda. Albo co można wstawić bez obróbki maszynowej.
Chcesz frezarkę? Na złomie weź płytę #30mm, feksem ją wyczyścisz ( taką ściernicą garnkową do szlifowania kamienia) i masz podstawę równie płaską i równą jak w "maszynach" Bartussa. Tylko 1000x sztywniejszą. Druga płyta pionowo, dwa trójkąty z tyłu i koniec konstrukcji.Przykręcasz kupne rzeczy i zaczynasz na swojej obrabiarce robić detale do poważnej maszynki. Do wykonania potrzebujesz ręczną wiertarkę, flexa i narzędzia slusarskie. Wszystko. ( i trochę własnego czasu)
Przy pracy w stalach narzędziowych, gdy stosować chłodzenie, to trwałość narzędzia nie jest tak mała. I gdy coś zaczyna się tępić to operator widzi i wymienia. Dobry frez faktycznie pracuje dość długo choć tak na prawdę to nie wiem ile.
Ale...
Ja nie jestem operatorem i stać przy obróbce nie lubię. Właściwie lubię ale inne rzeczy jednak bardziej.
Dobre frezy też mam lecz mimo że dobre to i tak kiedyś się tępią.( u kol Kamara też bo przecież je obcina i na nowo czoła zaprawia)
Gdy stępią się pod chłodzeniem a dozoru nie ma bo gdzieś polazłem to chłodziwo i tak nie zapobiegnie rozgrzaniu się freza do czerwoności - spowoduje tylko to ze obrabiany detal utwardzi się pod frezem. Często można taki detal już wyrzucić bo naprawa powierzchni się nie uda. Po dość długim czasie prawidłowego skrawania z chłodzeniem czas przejścia do tępego ścierania freza na czerwono jest stosunkowo krótki. Tak więc raczej trzeba pilnować na bieżąco.
Omawiany tutaj wałek tani nie jest więc nie o frez idzie tylko o pewność że nie zniszczę detalu.
Dlatego obróbka jest bez chłodzenia bo gdy tępy frez zrobi się czerwony to najwyżej się złamie a detal dalej nadaje się od pracy.
W warunkach bez chłodzenia frez chiński za parę zł czy markowy za kilkadziesiąt pracują podobnie długo. Różnica może 1,5x. Ale złotówki stępione w chińczyku są 5x mniejsze niż te które stępię frezem markowym - przy tej samej ilości usuniętego materiału w tym samym czasie.
A tępić będę bo nie jestem frezerem i być nim już nie zamierzam. Gdyby można było wykonać obróbkę przez jednorazowy strzał dynamitem to tak bym robił.
A kto za co płaci? - za wszystko płaci klient. Rzecz tylko w tym że ja nie mam tzw "Zakładu Obróbki Mechanicznej" i cena fakturowa mało ma coś wspólnego z roboczogodzinami czy zużytymi narzędziami. Faktycznie inne są priorytety.
Nawiasem mówiąc trwałość wymiennych płytek skrawających liczona jest chyba dla 15 min pracy. I dla takiej trwałości producenci podają parametry skrawania. Coś takiego chodzi mi w pamięci - możliwe że to stan dla płytek z przed 20 lat - nie śledzę tego, nie jest to aż tak ważne.
Ważniejsza jest przyjemność realizowania pomysłu, zrobienia czegoś fajnie, nawet takiej podzielnicy , od podstaw, wbrew demokratycznym opiniom ogółu, wbrew oczywistości dla wszystkich że tak się nie robi lub że się nie opłaca.
Pochopli, pochopli.
ursus_arctos - kolego,zrobisz frezarkę która obrobi Ci korpus podzielnicy a parę detali na okrągło zlecisz sąsiadowi. Razem do kupki nie są to duże nakłady. Tak naprawdę dzisiaj to nie obróbka robi wysoki koszt urządzenia tylko bezmyślność w realizacji.
Posiedź 10x więcej czasu nad rysunkiem, porozmawiaj z potencjalnym wykonawcą, pooglądaj co na złomie leży a jest już obrobione i się przyda. Albo co można wstawić bez obróbki maszynowej.
Chcesz frezarkę? Na złomie weź płytę #30mm, feksem ją wyczyścisz ( taką ściernicą garnkową do szlifowania kamienia) i masz podstawę równie płaską i równą jak w "maszynach" Bartussa. Tylko 1000x sztywniejszą. Druga płyta pionowo, dwa trójkąty z tyłu i koniec konstrukcji.Przykręcasz kupne rzeczy i zaczynasz na swojej obrabiarce robić detale do poważnej maszynki. Do wykonania potrzebujesz ręczną wiertarkę, flexa i narzędzia slusarskie. Wszystko. ( i trochę własnego czasu)
- 20 lis 2012, 22:32
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
Sztywniej czy nie - rzecz w sposobie pracy freza. Na podzielnicy duży udział mają czołowe krawędzie - te najszybciej się ścierają. A jednocześnie wzrost oporu na czoło freza podpiera i usztywnia odginanie boczne - zwykła sprawa na obrabianym walcu.
No mogę szkic jeżeli trzeba ale kolega z czasem też to zauważy. Oczywiście nie na glinie czy kolorach - przypuszczam że narzędziówka też się trafia.
No mogę szkic jeżeli trzeba ale kolega z czasem też to zauważy. Oczywiście nie na glinie czy kolorach - przypuszczam że narzędziówka też się trafia.
- 20 lis 2012, 22:06
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
- 20 lis 2012, 20:07
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
Podpowiedźursus_arctos pisze:Pytanko:
https://www.cnc.info.pl/topics60/frezar ... &start=360
Tam się tylko wymądrzałem, ale a żółto.
Odpowiedź
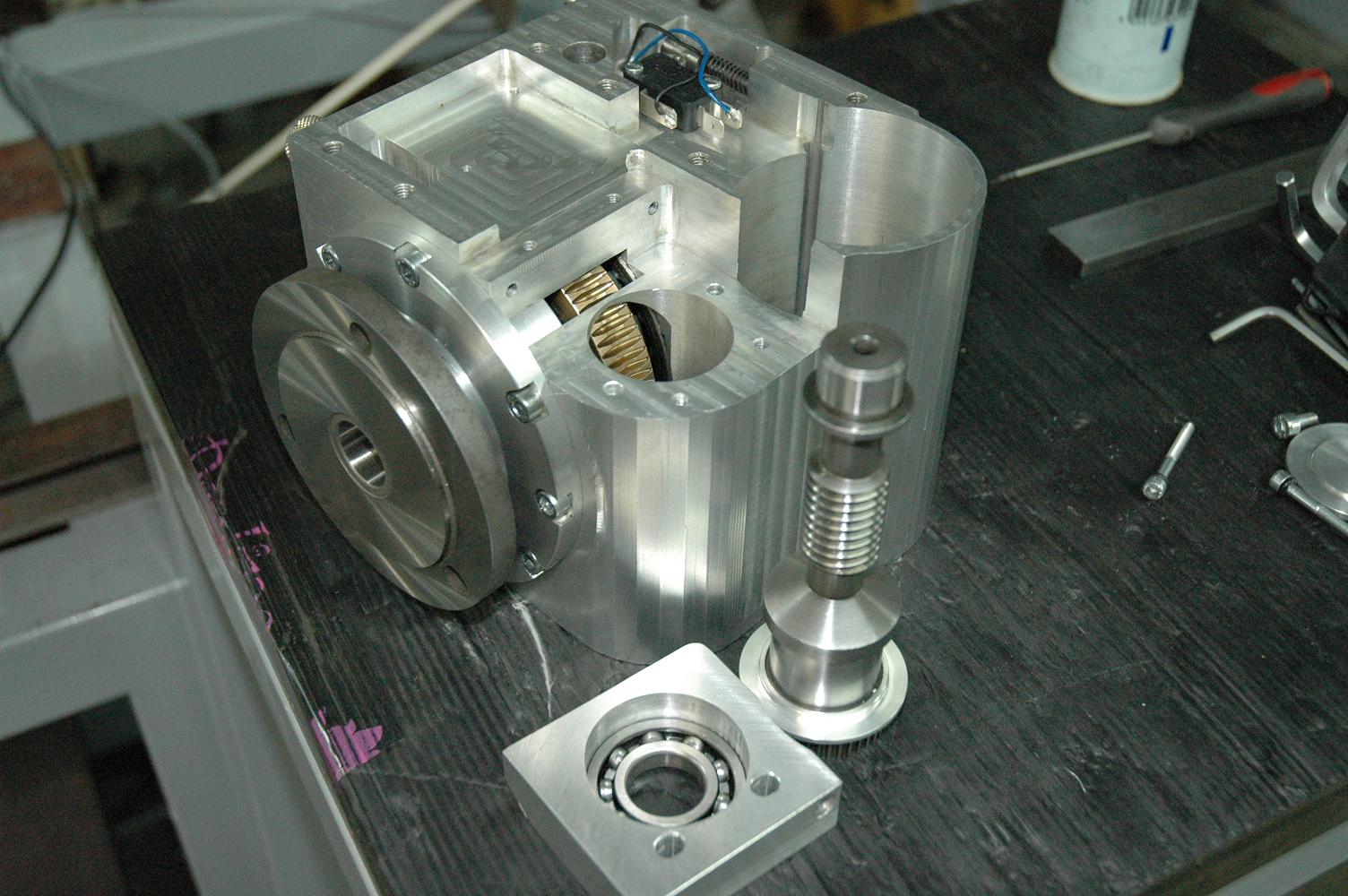
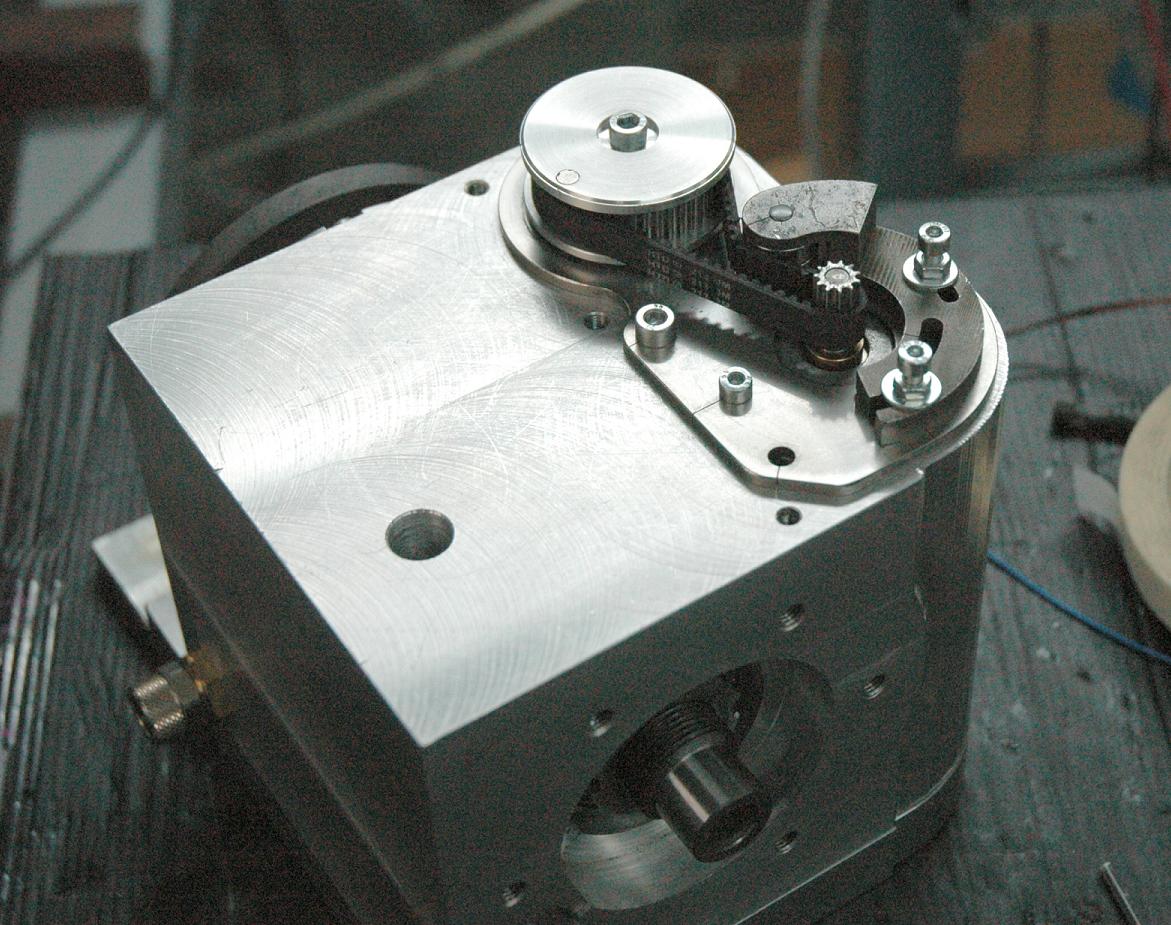
Jak radziłem tak sam zrobiłem - napęd ślimaka dociskany kamieniem
a z góry popędzany paskiem
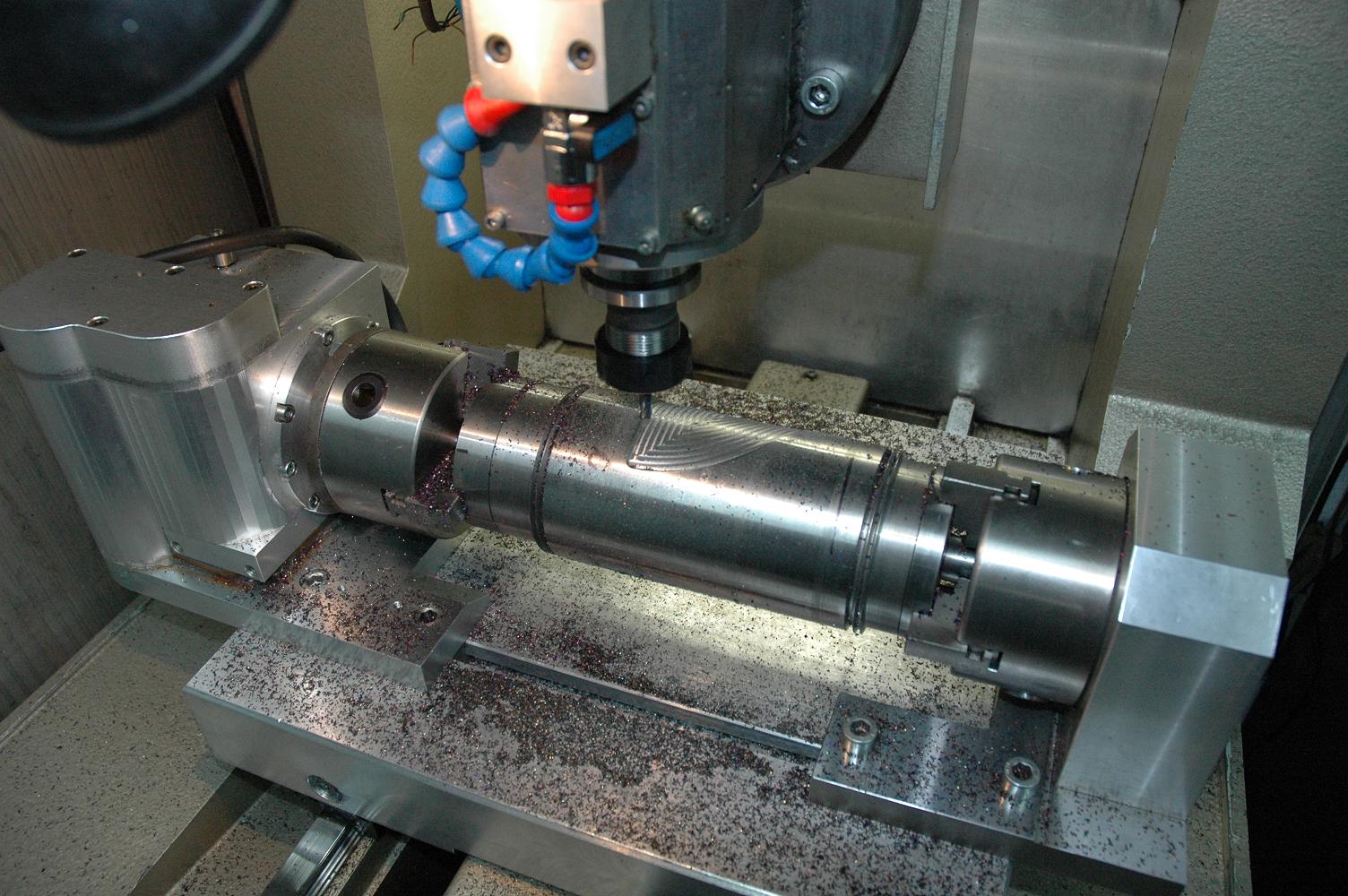
żadnego bredzenia o luzach i małej sztywności - frez fi 6/60% w NC11LV na głębokości 2mm z posuwem 250/min - chińczyk w obie strony wytrzymywał około 40 min

najwiekszy problem to ilość miejsca - nie mam hali ani hangaru
- 19 lis 2012, 09:27
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005
- 17 lis 2012, 13:03
- Forum: Silniki Krokowe / Sterowniki Silników Krokowych
- Temat: Pozycjonowanie silnika krokowego.
- Odpowiedzi: 124
- Odsłony: 24005






