



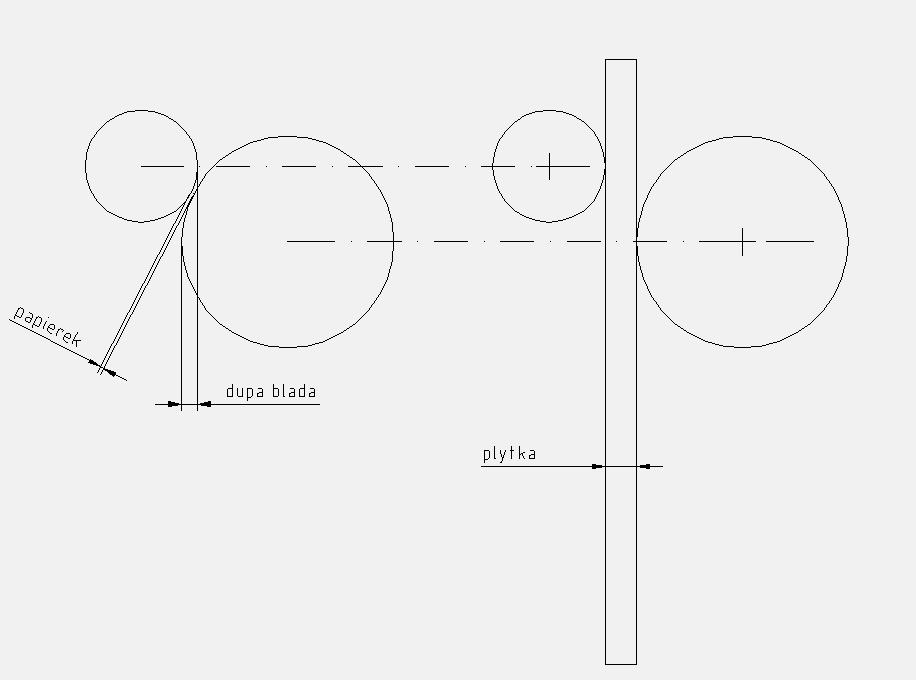
Używając płytki masz dodatkową kontrolę osiowego ustawienia wrzeciona. Zakres wychylania zaciśniętej płytki pokazuje ewentualne przesuniecie z osi. A gdy jest znanej grubości to robi jeszcze jako pomiarowa dla ustawiania wysokości Z względem detalu
Ot, co kto ma i do czego się przyzwyczaił.
Znaleziono 3 wyniki
Wróć do „Jak trafic frezem w srodek walka ;-)”
- 20 maja 2012, 20:41
- Forum: WARSZTAT
- Temat: Jak trafic frezem w srodek walka ;-)
- Odpowiedzi: 20
- Odsłony: 7024
- 20 maja 2012, 20:01
- Forum: WARSZTAT
- Temat: Jak trafic frezem w srodek walka ;-)
- Odpowiedzi: 20
- Odsłony: 7024
- 20 maja 2012, 11:40
- Forum: WARSZTAT
- Temat: Jak trafic frezem w srodek walka ;-)
- Odpowiedzi: 20
- Odsłony: 7024
Pewnie odkryję Amerykę...
Znajdź sobie kawałek blaszki, relatywnie grubej i stosunkowo długiej - warunek grubośc powinna być równa(szlifowana - stalka, płytka, ostatecznie za 15zł kup najmniejszy nóż do heblarki - taki twardy płaskownik 3x20mm z zaostrzoną krawedzią - Ostrożnie , kaleczy)
We wrzeciono mocujesz jakiś szlifowany wałek, frez, czy cokolwiek innego równego i okrągłego.
Ustawiasz się tym wałkiem do swojego detalu tak aby złapać brak luzu przy wkładaniu blaszki pomiędzy detal a trzpień w uchwycie.
Ze współrzędnej maszyny wiesz na jakiej jesteś pozycji.
Jedziesz na drugą stronę i robisz to samo czyli masz pierwsze przybliżenie środka detalu(średnia z dwóch pozycji - lewej i prawej)
Ustawiasz się na tym środku wałka z tyłu i robisz ponownie dwa ustawienia (przód/tył) względem drugiej osi. Teraz będzie już dokładniej bo można uznać ze nie występuje błąd paralaksy. Otrzymujesz zero detalu dla drugiej osi.
Powtarzasz ustawienie dla osi pierwszej i masz środek wałka z dokładnością czucia luzu na blaszce ( realnie 5um) i rozdzielczości napędów swojej maszyny.
To powyżej oczywiście pod warunkiem że program sterujący maszyną udostępnia współrzędne na których stoi wrzeciono. Bo możesz mieć taki który tylko rusza osiami nic nie pokazując. Podobnie jak robiąc w CNC i nie mieć jakiegokolwiek czujnika.
Polecam na pczątek chociaż prostą suwmiarkę
Znajdź sobie kawałek blaszki, relatywnie grubej i stosunkowo długiej - warunek grubośc powinna być równa(szlifowana - stalka, płytka, ostatecznie za 15zł kup najmniejszy nóż do heblarki - taki twardy płaskownik 3x20mm z zaostrzoną krawedzią - Ostrożnie , kaleczy)
We wrzeciono mocujesz jakiś szlifowany wałek, frez, czy cokolwiek innego równego i okrągłego.
Ustawiasz się tym wałkiem do swojego detalu tak aby złapać brak luzu przy wkładaniu blaszki pomiędzy detal a trzpień w uchwycie.
Ze współrzędnej maszyny wiesz na jakiej jesteś pozycji.
Jedziesz na drugą stronę i robisz to samo czyli masz pierwsze przybliżenie środka detalu(średnia z dwóch pozycji - lewej i prawej)
Ustawiasz się na tym środku wałka z tyłu i robisz ponownie dwa ustawienia (przód/tył) względem drugiej osi. Teraz będzie już dokładniej bo można uznać ze nie występuje błąd paralaksy. Otrzymujesz zero detalu dla drugiej osi.
Powtarzasz ustawienie dla osi pierwszej i masz środek wałka z dokładnością czucia luzu na blaszce ( realnie 5um) i rozdzielczości napędów swojej maszyny.
To powyżej oczywiście pod warunkiem że program sterujący maszyną udostępnia współrzędne na których stoi wrzeciono. Bo możesz mieć taki który tylko rusza osiami nic nie pokazując. Podobnie jak robiąc w CNC i nie mieć jakiegokolwiek czujnika.
Polecam na pczątek chociaż prostą suwmiarkę






