Nie przejdzie , moje sterowanie wymaga aby w lini z G3 były parametry końca ścieżki(X Y) i promienia R lub środka okręgu(I K)WZÓR pisze:Spróbuj to ;
G3 I-2.75 J0
Mariusz.
Znaleziono 7 wyników
Wróć do „Jak to wykonac na tokarce z osia C”
- 12 mar 2017, 19:58
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
- 11 mar 2017, 20:32
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
Próbowałem coś jak ten który pokazałem wyżej ale nie dzieliłem okręgu na 2 razy i podejrzewam ze dlatego wywalał mi błąd:
"107 PGP: Circle programmed by its radius and end point, with the end point separated from the start
point by more than 2 * radius
Circle programmed by X, Z, I K with a start radius different from the end point (20 microns) /
Helical: dimension of 3rd axis missing
Circle programmed on two parallel axes (with I, J, K / see Error 101)"
[ Dodano: 2017-03-12, 10:13 ]
Po małych korektach wyszło coś takiego, wyrzuca błąd w linii 110. Pierwsza polówkę okręgu robi dobrze (linia 100). Blad:" 140- Radius correction programming error:
Too many extraneous blocks between two consecutive paths
The following functions cannot be programmed when radius offset is active: M00, M01, M02,
access to external parameters, writing of parameters E8xxxx or L > 100 "
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła,P+ obr na średnicy)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
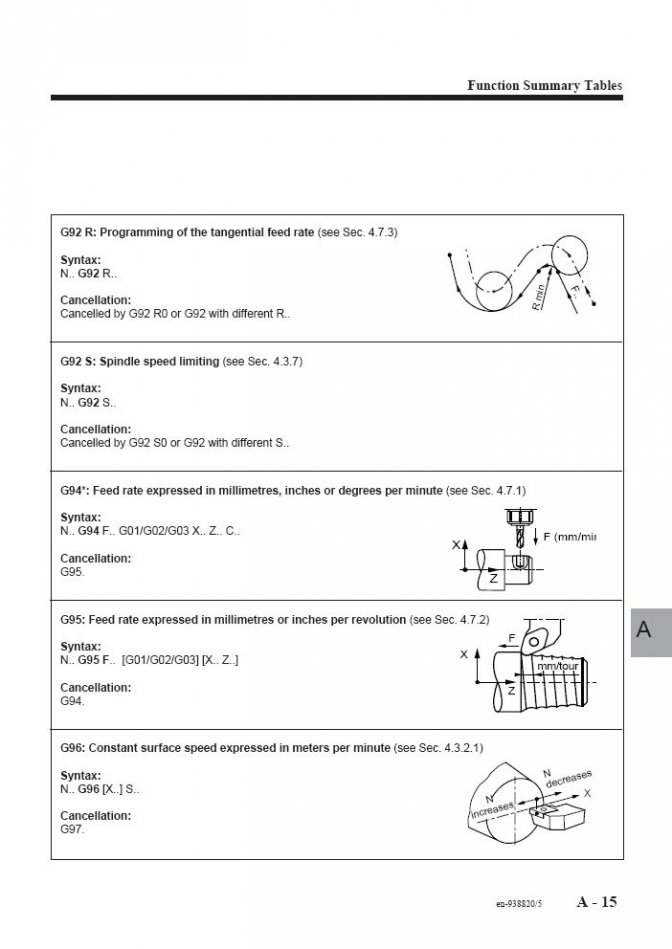
N70 G94 F500
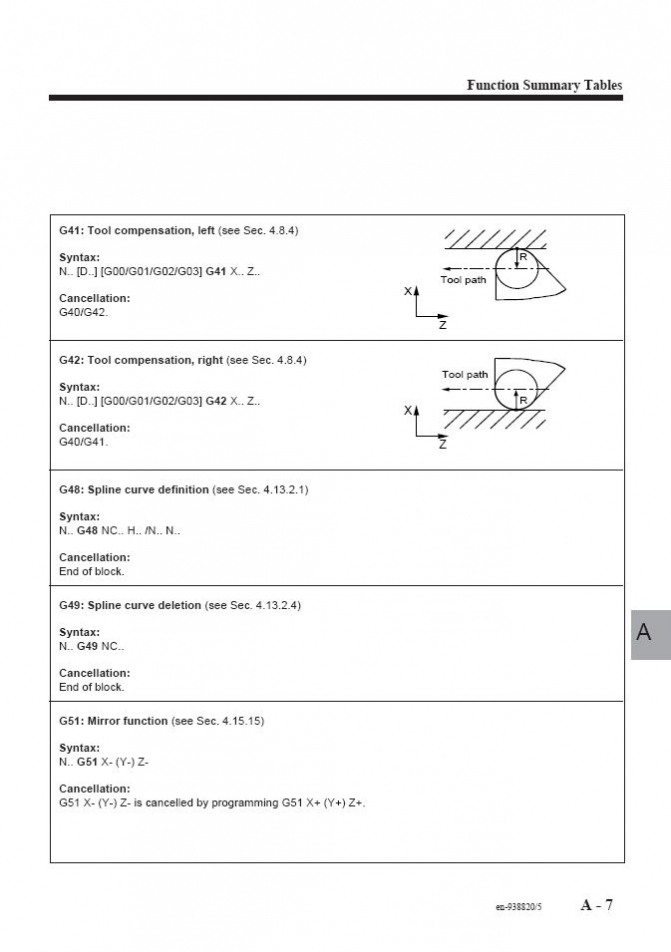
N80 G21 G01 G41 X10 Y0 F100
N90 Z-5
N100 G03 X20 Y0 R5
N110 X10 Y0 R5
N120 G01 Z5
N130 G40 G20
N140 M2
"107 PGP: Circle programmed by its radius and end point, with the end point separated from the start
point by more than 2 * radius
Circle programmed by X, Z, I K with a start radius different from the end point (20 microns) /
Helical: dimension of 3rd axis missing
Circle programmed on two parallel axes (with I, J, K / see Error 101)"
[ Dodano: 2017-03-12, 10:13 ]
Po małych korektach wyszło coś takiego, wyrzuca błąd w linii 110. Pierwsza polówkę okręgu robi dobrze (linia 100). Blad:" 140- Radius correction programming error:
Too many extraneous blocks between two consecutive paths
The following functions cannot be programmed when radius offset is active: M00, M01, M02,
access to external parameters, writing of parameters E8xxxx or L > 100 "
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła,P+ obr na średnicy)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
N80 G21 G01 G41 X10 Y0 F100
N90 Z-5
N100 G03 X20 Y0 R5
N110 X10 Y0 R5
N120 G01 Z5
N130 G40 G20
N140 M2
- 11 mar 2017, 18:19
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
- 11 mar 2017, 16:24
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
Stworzyłem coś takiego , zadanie to wyfrezować otwór na czole materiału na ø30 , głębokość 5 , ø otworu 10 , frez ø5 . Głównie interesuje mnie samo frezowanie czyli linie 100 i 110 . Kolega Mateu5 pisał ze przy zastosowaniu promienia (R) muszę cały otwór podzielić na 2 części (linie 100 i 110). A jak by to wyglądało z zastosowaniem I,J  Ma to sens
Ma to sens
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
N80 G21 G01 G41 X17.5 Y0 F100
N90 Z-5
N100 G03 X-17.5 Y0 R5
N110 X17.5 Y0 R5
N120 G00 Z5
N130 G40 G20
N140 M2
%163
(frezowanie otworu na czole, frez fi5)
N10 G00 X100 Z100
N20 T9 D9 M6 (otwór na czole:na promieniu R=15,fi=10,gl=5)
N30 G16 R+ (R+ obróbka od czoła)
N40 G00 X30 Z5 (PSP)
N50 M71 (załączenie napędzanego narzędzia)
N60 S1000 M3 M40
N70 G94 F500
N80 G21 G01 G41 X17.5 Y0 F100
N90 Z-5
N100 G03 X-17.5 Y0 R5
N110 X17.5 Y0 R5
N120 G00 Z5
N130 G40 G20
N140 M2
- 11 mar 2017, 15:06
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
- 10 mar 2017, 19:30
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
Usiłuje zrozumieć 
Linia 30: wejście w otwór w jego osi
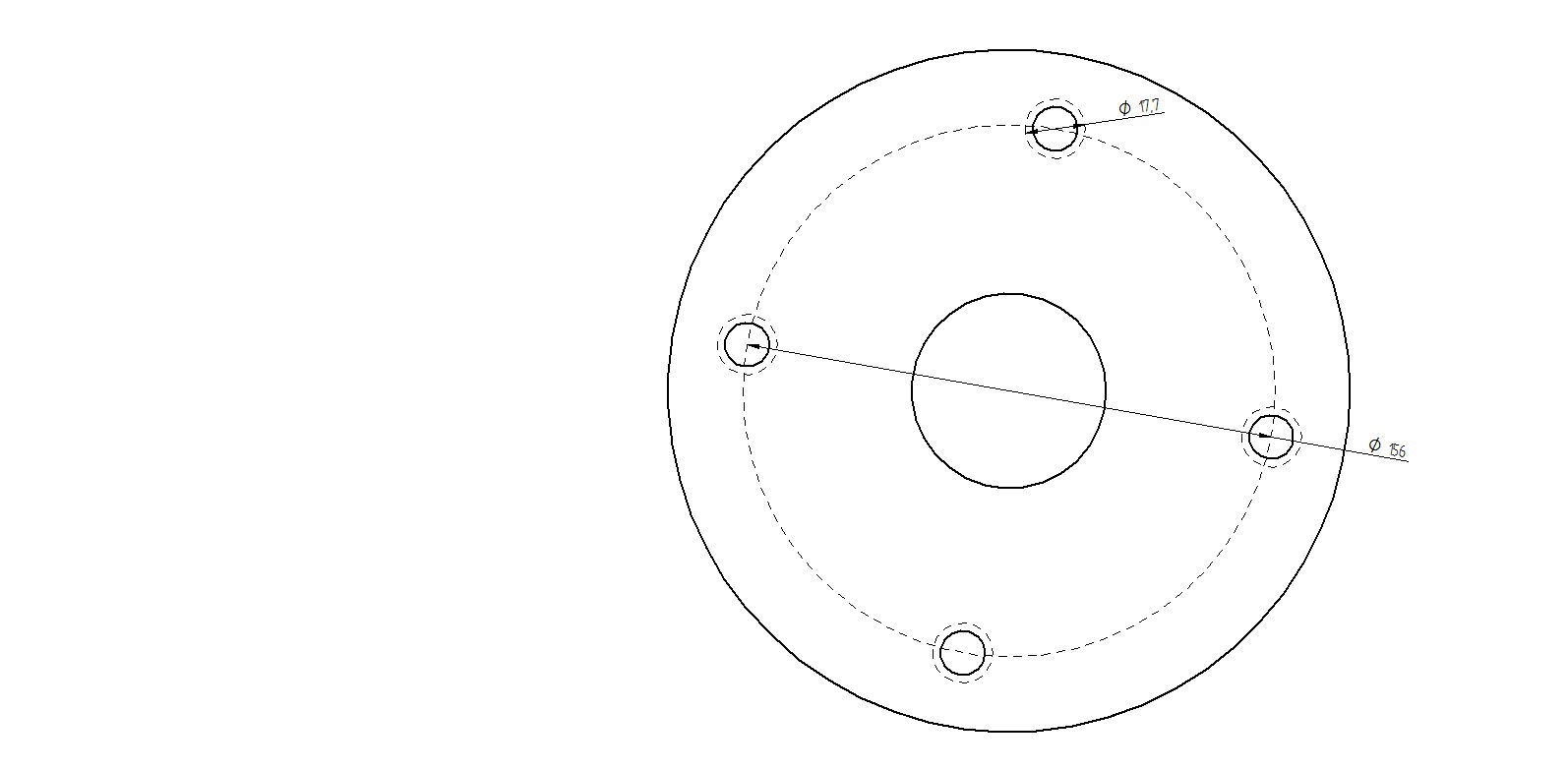
Linia 40: dojechanie frezem do docelowej ø 17.7
Linia 50: ruch po okregu , parametry XiC to koniec ruchu a I i J
10 G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
20 G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
30 G1 Z-10 F100 (WEJSCIE DO OTWORU)
40 G1 X80.85 C0
50 G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
60 G1 X78 C0
70 G1 Z5
Linia 30: wejście w otwór w jego osi
Linia 40: dojechanie frezem do docelowej ø 17.7
Linia 50: ruch po okregu , parametry XiC to koniec ruchu a I i J
10 G12.1 ( PROGRAMOWANIE W WSPOLRZEDNYCH UROJONYCH TZW POLAR MILLING - PROGRAMUJESZ JAK FREZARKE TYLKO ZAMIAST OSI Y PISZESZ C)
20 G1 X78 Z5 C0 F3000 (DOJAZD DO 1 OTWORU)
30 G1 Z-10 F100 (WEJSCIE DO OTWORU)
40 G1 X80.85 C0
50 G3 X80.85 C0 I-2.85 J0 (ROZFREZOWANIE DO OKREGU)
60 G1 X78 C0
70 G1 Z5
- 10 mar 2017, 15:53
- Forum: Obróbka metali
- Temat: Jak to wykonac na tokarce z osia C
- Odpowiedzi: 13
- Odsłony: 3463
Jak to wykonac na tokarce z osia C
Czy ktoś z kolegów może pomóc w napisaniu G-kodu na frezowanie otworu na czole detalu , załączam rysunek. Otwór ø17.7 muszę wyfrezować (nie mam freza ani wiertla o takiej ø wiec wiercenie odpada).Moje sterowanie to NUM 750 wiec zapewne nikt nie pracuje na tym dziwadle ale jakiś Fanuc to już by było coś.Nie znam zasady takiej obróbki a eksperymentować na żywym organizmie to nie chce