



Znaleziono 6 wyników
Wróć do „Steps per dla listwy zebatej”
- 18 sty 2020, 08:16
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Re: Steps per dla listwy zebatej
W setkach na przejeździe o długości 50mm . Dla plazmy mogło by zostać ale nie wiem czy przypadkiem ten błąd się nie nakłada.
- 17 sty 2020, 22:33
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Re: Steps per dla listwy zebatej
Nie składałem ale podobno ucięte z jednego kawałka.IMPULS3 pisze: A składałeś listwy zębami do siebie i patrzyłeś czy pasują?
- 16 sty 2020, 21:39
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Re: Steps per dla listwy zebatej
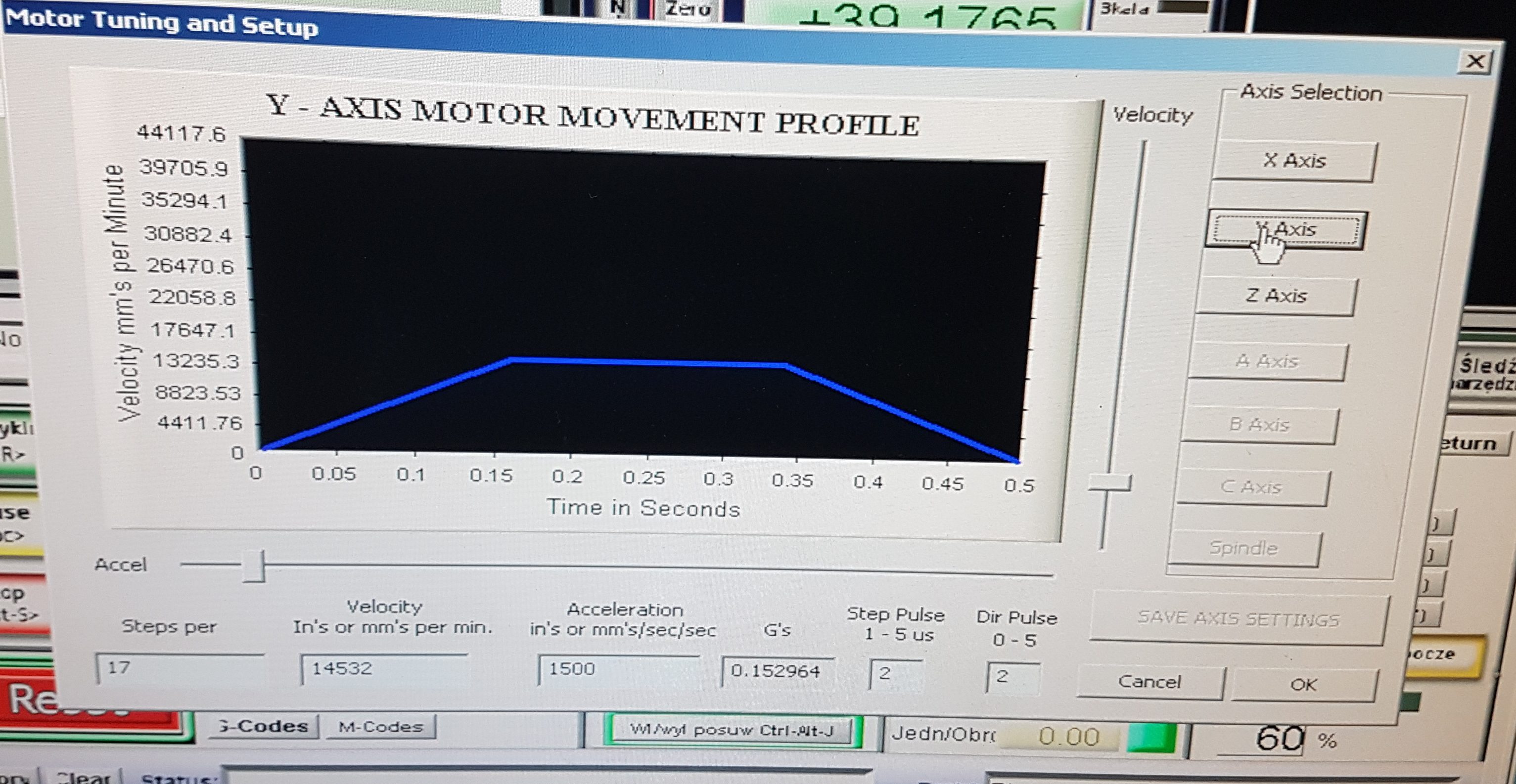
Tak korzystałem . Udało się poustawiać . Ciekawostka jest , ze na osiach X i Y mam dokładnie takie same listwy , kola i silniki ale Steps Per jest różnyhansu2 pisze: A może warto skorzystać z opcji kalibracji osi w machu.
- 15 sty 2020, 20:57
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Re: Steps per dla listwy zebatej
No tak ja przyjąłem 94.2 wiec pewnie tu problem . Różnica jest już na 2 miejscu po przecinku , jutro po testuje.
- 15 sty 2020, 19:46
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Re: Steps per dla listwy zebatej
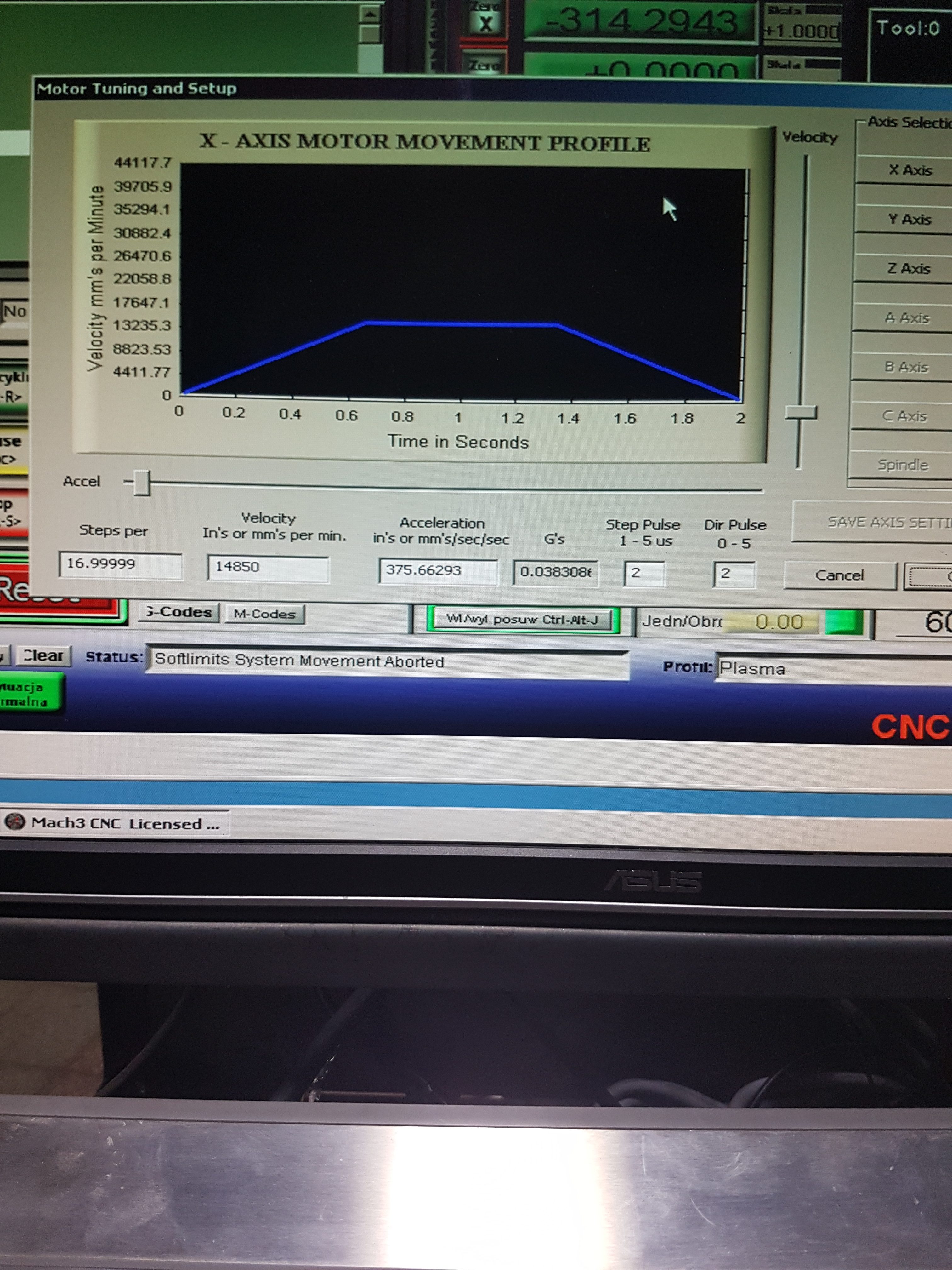
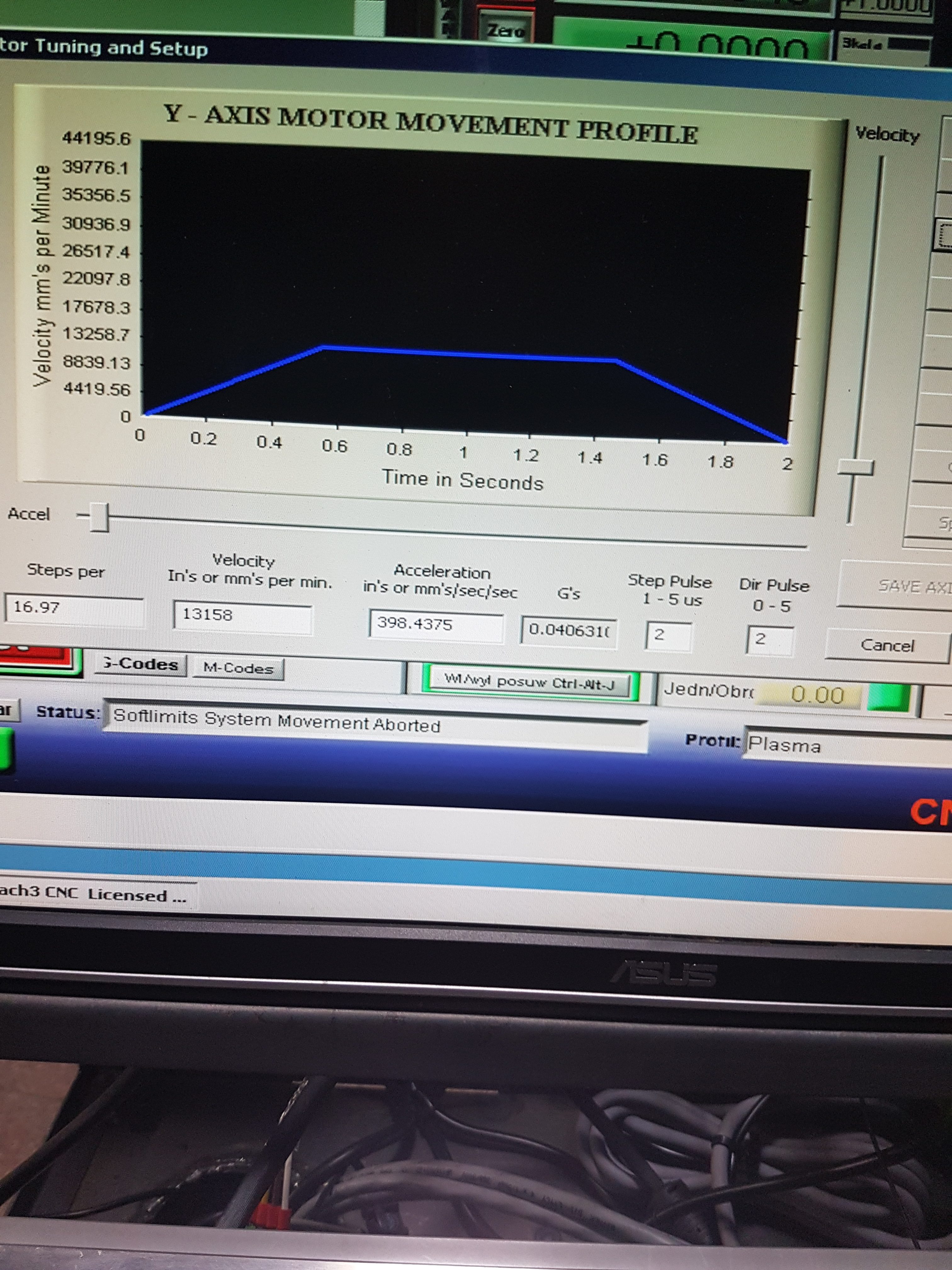
Jak pisałem: moduł 1.5 , kolo zębate na wale silnika ma 20z , ⌀ podziałowa 30mm a obwód 94.2mm. Podział kroków 8.
Wiec 1600/94.2=16.98513800424628 to jest poprawna wartość Steps per i da się wpisać wartość po przecinku. Po jej wpisaniu os jedzie prawidłowo tj. po zadaniu w MDI np Y20 to os Y przejeżdża 20mm. Ale jest następny problem os pokonuje zadana odległość ale DRO na ekranie pokazuje nieco mniej np os pojechała 20mm a DRO pokazuje 19.9988 . Czy da się to jakoś poprawić?
Hm , tak się zastanawiam a może os faktycznie jedzie tyle co pokazuje licznik tylko ja tego nie mam czym zmierzyć
Wiec 1600/94.2=16.98513800424628 to jest poprawna wartość Steps per i da się wpisać wartość po przecinku. Po jej wpisaniu os jedzie prawidłowo tj. po zadaniu w MDI np Y20 to os Y przejeżdża 20mm. Ale jest następny problem os pokonuje zadana odległość ale DRO na ekranie pokazuje nieco mniej np os pojechała 20mm a DRO pokazuje 19.9988 . Czy da się to jakoś poprawić?
Hm , tak się zastanawiam a może os faktycznie jedzie tyle co pokazuje licznik tylko ja tego nie mam czym zmierzyć
- 14 sty 2020, 20:12
- Forum: Mach 2 / 3 / 4 (ArtSoft software)
- Temat: Steps per dla listwy zebatej
- Odpowiedzi: 17
- Odsłony: 2389
Steps per dla listwy zebatej
Steps per dla listwy zębatej , jak obliczyć te wartość. Dla śrub jest to dobrze opisane ale dla listew nic nie znalazłem. Przyjmijmy , ze listwa zębata ma moduł 1.5 , kolo zębate na wale silnika ma 20z ( ø podziałowe 30mm) , silnik typowy 200 kroków/obr.a sterownik ustawiony na 1600 imp/obr.
Ja kombinuje tak: 1 pełny obrót silnika to przesuw o 30mm (ø podziałowe kola 20z 30mm) , na 1 obr silnika przypada 1600 imp wiec 1600/30=53.333 ale przy takim ustawieniu jest zupełnie źle.
Metoda prób ustawiłem tak jak na foto ale jest nie dokładnie. Przy zadanych 100mm os faktycznie przejeżdża nieco mniej ≈97mm.
Dodane 40 minuty 10 sekundy:
No tak sprawa się wyjaśniła (przy pomocy kolegi Adama), w obliczeniach zamiast obwodu kola wpisałem średnice
Ja kombinuje tak: 1 pełny obrót silnika to przesuw o 30mm (ø podziałowe kola 20z 30mm) , na 1 obr silnika przypada 1600 imp wiec 1600/30=53.333 ale przy takim ustawieniu jest zupełnie źle.
Metoda prób ustawiłem tak jak na foto ale jest nie dokładnie. Przy zadanych 100mm os faktycznie przejeżdża nieco mniej ≈97mm.
Dodane 40 minuty 10 sekundy:
No tak sprawa się wyjaśniła (przy pomocy kolegi Adama), w obliczeniach zamiast obwodu kola wpisałem średnice






