



Witam
Na bazie danych z katalogu Sandvika zrobilem arkusz do wyliczeń RPM i czasów obróbki dla danych posuwów. Przykładowo wylicza się też czas wiercenia Tg dla BL10, BL25 i BL50. Dane przy Vc 70 idealnie pokrywają sie z kolegą fafalxfiles. A jakie gatunki blach miałeś na myśli?
Plik powinien być w załączniku.
Znaleziono 4 wyniki
Wróć do „wiercenie wiertłami z węglika”
- 18 lis 2011, 23:32
- Forum: Obróbka metali
- Temat: wiercenie wiertłami z węglika
- Odpowiedzi: 20
- Odsłony: 15047
- 13 lis 2011, 22:19
- Forum: Obróbka metali
- Temat: wiercenie wiertłami z węglika
- Odpowiedzi: 20
- Odsłony: 15047
Dzieki za uwagi, krytyka jest ok jeśli jest konstuktywna.
Zdaję sobie sprawę, że sztywność jest ważna. Słyszałem, że węglik nie lubi wibracji i potrafi pękać.
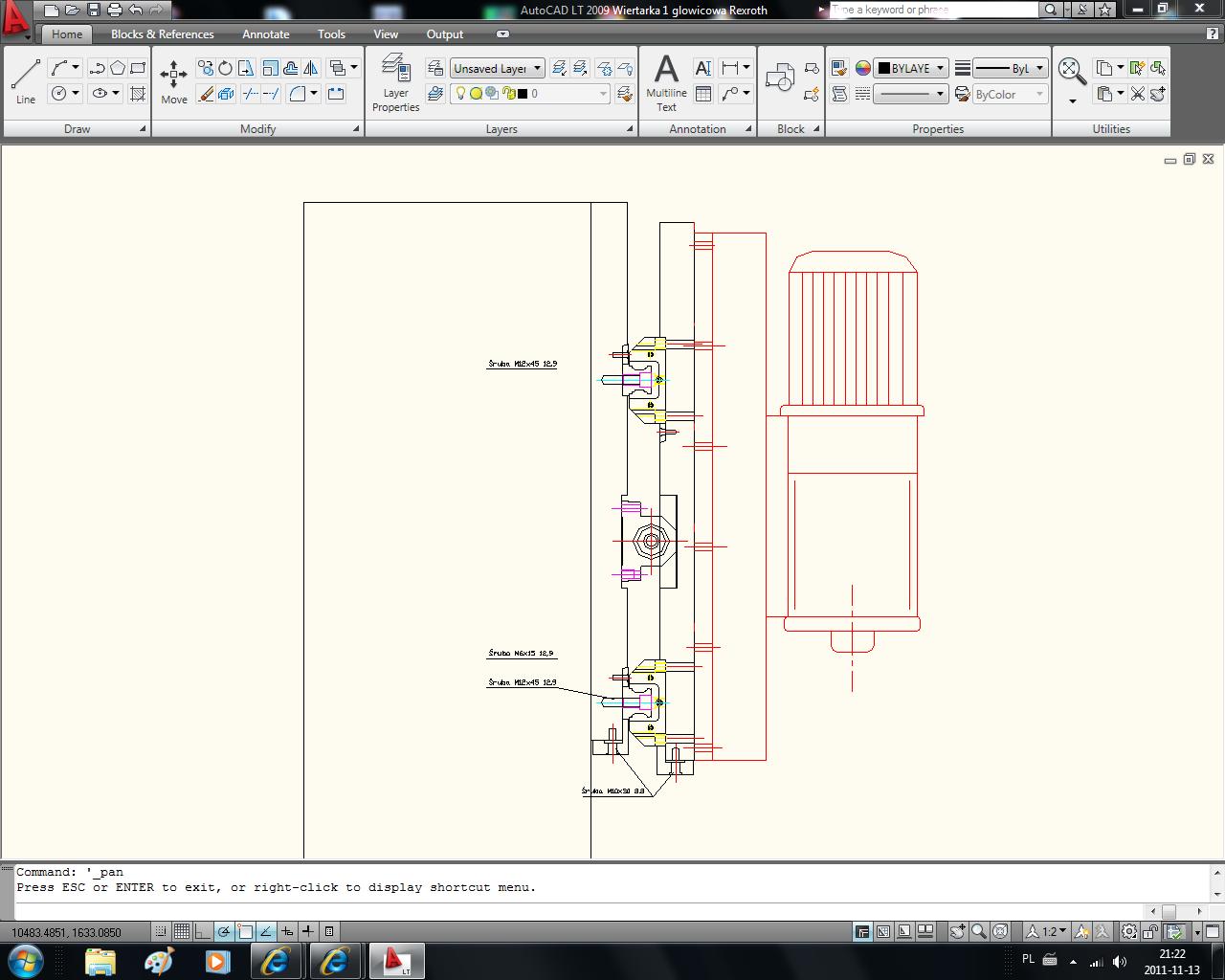
Sęk w tym, że buduję na wpół własną maszynę. Tzn zamierzam kupić gotową głowicę wraz saniami (czyli posuwem góra-dół) od firmy Erlo. Zamierzam przykręcić ją do BL50 i osadzić na 4-ch wózkach i prowadnicach rozmiar 45. Wózki będą miały naprężenie wstępne aby zminimalizować wibracje. Blacha wraz z głowicą będzie jeżdzić w osi Y. W osi X przesuwany będzie obrabiany materiał. Obroty wrzeciona maszyny to 100-3000 RPM. Przekrój maszyny poniżej.
Jeśli poprzedni link nie działał to ten już powinien:
http://www.erlo.com/english/index.html
Póżniej kliknąć na CNC Machnes a póżniej na CG BCG Catalogue. To jest link do głowicy wiercącej.
To a propos samej maszyny.
Natomiast odnośnie wiercenia to mam takie przemyślenia. Do fi 8 wiercenie węglikiem pełnym. Od fi 9 do fi 16 wiercenie węglikiem wlutowanym. Od fi 16 wzwyż wiertła na płytki. Chciałbym unikać wierteł pełnowęglikowych ze względu na duże koszta a parametry węglika wlutowanego nie są dużo gorsze.
Nie wiem czy koledzy się z tym zgodza?
Problem mam z samą głowicą wiercącą bo 5 Kw to trochę mało. Wolałbym mieć przynajmniej 8kW ale Erlo nie oferuje takich mocy. Jeśli ktoś zna jakiegoś dobrego producenta głowic wiertarskich to chętnie skorszystam.
Zdaję sobie sprawę, że sztywność jest ważna. Słyszałem, że węglik nie lubi wibracji i potrafi pękać.
Sęk w tym, że buduję na wpół własną maszynę. Tzn zamierzam kupić gotową głowicę wraz saniami (czyli posuwem góra-dół) od firmy Erlo. Zamierzam przykręcić ją do BL50 i osadzić na 4-ch wózkach i prowadnicach rozmiar 45. Wózki będą miały naprężenie wstępne aby zminimalizować wibracje. Blacha wraz z głowicą będzie jeżdzić w osi Y. W osi X przesuwany będzie obrabiany materiał. Obroty wrzeciona maszyny to 100-3000 RPM. Przekrój maszyny poniżej.
Jeśli poprzedni link nie działał to ten już powinien:
http://www.erlo.com/english/index.html
Póżniej kliknąć na CNC Machnes a póżniej na CG BCG Catalogue. To jest link do głowicy wiercącej.
To a propos samej maszyny.
Natomiast odnośnie wiercenia to mam takie przemyślenia. Do fi 8 wiercenie węglikiem pełnym. Od fi 9 do fi 16 wiercenie węglikiem wlutowanym. Od fi 16 wzwyż wiertła na płytki. Chciałbym unikać wierteł pełnowęglikowych ze względu na duże koszta a parametry węglika wlutowanego nie są dużo gorsze.
Nie wiem czy koledzy się z tym zgodza?
Problem mam z samą głowicą wiercącą bo 5 Kw to trochę mało. Wolałbym mieć przynajmniej 8kW ale Erlo nie oferuje takich mocy. Jeśli ktoś zna jakiegoś dobrego producenta głowic wiertarskich to chętnie skorszystam.
- 10 lis 2011, 11:10
- Forum: Obróbka metali
- Temat: wiercenie wiertłami z węglika
- Odpowiedzi: 20
- Odsłony: 15047
Chcę zakupic głowice Erlo CG 30 wraz z saniami. Zamierzam założyć silnik serwo 5 kW o obrotach do 3000 RPM. Mam nadzieje że to wystarczy. Głowica ta będzie miała możliwość wiercenia przez wrzeciono.
http://www.erlo.com/pdfs/cg-bcg.pdf
[ Dodano: 2011-11-10, 11:14 ]
w sensie chłodzenia przez wrzeciono
http://www.erlo.com/pdfs/cg-bcg.pdf
[ Dodano: 2011-11-10, 11:14 ]
w sensie chłodzenia przez wrzeciono
- 09 lis 2011, 22:53
- Forum: Obróbka metali
- Temat: wiercenie wiertłami z węglika
- Odpowiedzi: 20
- Odsłony: 15047
wiercenie wiertłami z węglika
Witam
Zamierzam rozpocząć przygodę w wierceniem wiertłami z węglika.
Wiercenie będzie się odbywać w stali S235 i S355. Grubości blach 10-40mm. Otwory 8-30mm. Na rynku jest dość sporo różnego rodzaju wierteł z węglikiem: węglik pełny, węglik lutowany, więrtła z płytkami z chłodzeniem i bez. Pytanie moje dotyczy które z tych wierteł najlepiej nadaje się do w/w zadania. Chodzi mi o najlepszą relację cena/jakość a nie wybór np najdroższego rozwiązania. Jeśli ktoś ma jakieś doświadczenia to będę wdzięczny na info. Interesują mnie też parametry jak Vc i posuw np dla jakieś kontretnej średnicy. Wiem, że parametry te dostępne są w każdym katalogu ale mnie interesuje czy w "realu" stosowane są te parametry czy jednak trochę niższe. Jeśli tak to ile?
Pozdrawiam
Zamierzam rozpocząć przygodę w wierceniem wiertłami z węglika.
Wiercenie będzie się odbywać w stali S235 i S355. Grubości blach 10-40mm. Otwory 8-30mm. Na rynku jest dość sporo różnego rodzaju wierteł z węglikiem: węglik pełny, węglik lutowany, więrtła z płytkami z chłodzeniem i bez. Pytanie moje dotyczy które z tych wierteł najlepiej nadaje się do w/w zadania. Chodzi mi o najlepszą relację cena/jakość a nie wybór np najdroższego rozwiązania. Jeśli ktoś ma jakieś doświadczenia to będę wdzięczny na info. Interesują mnie też parametry jak Vc i posuw np dla jakieś kontretnej średnicy. Wiem, że parametry te dostępne są w każdym katalogu ale mnie interesuje czy w "realu" stosowane są te parametry czy jednak trochę niższe. Jeśli tak to ile?
Pozdrawiam






