pisze:Co do tej krawędziarki, to nie działa mi w niej sterowanie automatyczne, tylko oś L chodzi (w Trumpfie to oś X) Resztę muszę sobie ustawiać ręcznie, a w zakładzie nie chcą mi tego zrobić, w sumie odkąd pracuje na niej to nie działała jak trzeba, więc zerowanie przeprowadzam ręcznie.
Do tego ostatnio zaczął mi się stycznik notorycznie palić, w grudniu to było 3 razy.
A zgłaszałeś niesprawną maszynę kierownikowi lub szefowi firmy?
Jeśli nie, to musisz zgłosić jak najszybciej, a nie polegać na kolegach (a nóż-widelec, któryś się zlituje i naprawi). Od napraw jest serwis

A jak stanie Ci się wypadek przy pracy na niesprawnej maszynie, to jak myślisz kto beknie - ty czy kierownik/szef?
Najlepiej będzie, jak dasz kierownikowi/szefowi oświadczenie do podpisania, że poniesie odpowiedzialność za wypadek na niesprawnej maszynie, mimo że awaria została wielokrotnie zgłaszana - w przeciwnym wypadku nie zamierzasz ryzykować.
Ja do tej maszyny mogę polecić
AWM-Serwis z Piaseczna.
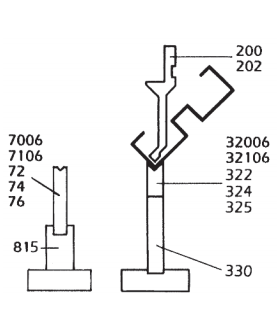
pisze:2 Stemple R-1,5 88º. Jeden wygięty - odkształcony po środku R-0,8 88º. Do Tego ten sam tylko wysoki stempel którego prawie nigdy nie używam. Sekcyjny R-2 60º. I jeden prostokątny dorobiony w zakładzie, by felcować

. Teraz chciałem by mi zamówili nowy R-2 ale cały nie sekcyjny, bo i tak go układam na
875 mm, a takie są w całości, to kupili mi na 88º i R-3.
Nie ma takich standardowych wymiarów w całości - są na 835mm.
I zacznij używać tego wyższego stempla - z czasem okaże się, że będziesz mógł giąć więcej różnych detali, niż na pozostałych stemplach.
pisze:Z matryc też za bogato nie jest. Po 2 matryce V-50 i V-40. Jedna V-80 i V-100 - tych dwóch ostatnich nie używam, a zostały po zakładzie z którego krawędziarka przywędrowała. Do tych mam jeszcze 4x V-25, 4x V-16, 2x V-12 i 1x V-8.
To matryce masz tylko pojedyncze?

Potrzebne Ci jeszcze będą matryce podwójne, dzięki którym będziesz mógł zaginać wąskie "zetki" lub inne detale o wąskim zakresie gięć.
pisze:Często mam tak, że np blachę 5 czy 6 musiałem zaginać na matrycy V-25, bo inaczej wybaczał (deformował) się otwór, który jest tam gdzieś blisko krawędzi. Jednego detalu już odmówiłem robić, bo po prostu się bałem, że pierd..... no i w końcu padła matryca tylko nie u mnie. Ja posadziłem tylko V-12 bo się pomyliłem przy parametrach.
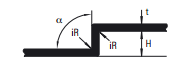
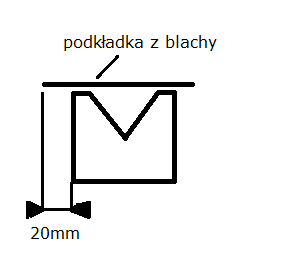
To żeby otwór się nie rozciągał przy gięciu, na matrycę połóż blachę (1mm lub 1,5mm) i dopiero zaginaj - tylko musisz pamiętać o wprowadzeniu korekty na kącie gięcia (nie na długości X), bo inaczej Ci przegnie materiał:
- jeśli chodzi o korekty w kącie gięcia to ja z doświadczenia powiem Ci tak: trzeba dodać lub odjąć
1° na każde 0,05mm blachy
A o narzędzia się nie martw, każdy na początkach rozwalił narzędzie lub detal podczas gięcia - na błędach się człowiek uczy.
A jeśli chodzi o narzędzia, to proponuję zapoznać się z tą stroną:
narzędzia specjalne oraz katalogiem (do pobrania na stronie) - myślę, że spodoba się koledze i będzie chciał giąć więcej różnorodnych detali na swojej maszynie.

pisze:Kolega co pracował przez jakiś czas na Amadzie, miał tak, że dostawał rysunek, sprawdzał metrówką czy mu się zmieści na stepmlu i w niecałą 1 minute wiedział czy się da czy nie ale nie chciał powiedzieć skąd to wie. Powiedział mi tylko, że jak nabiorę wprawy tyle co on to sam będę wiedział hehe.
To ja mogę tylko powiedzieć, że ten twój kolega to jest ch*j, a nie kolega.
Jeśli trafiasz pod opiekę starszego stażem kolegi, to on powinien przekazać Ci wiedzę taką, jaką on sam posiada (ale po kolei, nie wszystko naraz, bo nie ogarnąłbyś). W końcu takie dostał polecenie od kierownika lub majstra przyuczyć się do wykonywanych prac na maszynie oraz powinien przekazać ci
podstawowe obowiązki w obsłudze maszyny, tj. okresowe przeglądy maszyny (raz na tydzień, na miesiąc, na kwartał, na rok).
pisze:O gięciu chciałem też pouczyć się o gięciu sekcyjnym - tak to się chyba nazywało, bo znalazłem na Trumpfie, że jest takie coś możliwe by uzyskać duży promień, tylko nigdy tego nie stosowałem, nie używałem. Teraz przypomniało mi się, że mam jeszcze takie stemple półokrągłe i też nie wiem co mogę na nich giąć i na jakiej matrycy.
To nazywa się gięcie skokowe lub krokowe i można je robić zwykłymi stemplami R1, R1,5, R2, R3...
Przeczytaj sobie ten wątek:
https://www.cnc.info.pl/topics117/r75-g ... t41771.htm
A stemplami o dużym promieniu (R10, R20, R36) gnie się grube blachy - od 5 do 10 - 12mm (czasami też i cienkie blachy - 1 do 3mm, jeśli takie wymagania ma mieć np. kątownik lub detal w tzw. rynnę), przy czym przy gięciu grubych blach już stosuje się smarowanie matrycy cienką warstwą oleju lub gięcie na
taśmie teflonowej, aby uniknąć wgnieceń lub zadziorów po stronie rozciąganej.
Do stempli o dużym promieniu używa się matryc o minimalnym otwarciu trzykrotności promienia stempla, np. do stempla R10 (w zależności od grubości blachy) stosuje się matrycę V35 do V65.
Są też narzędzia o promieniu R200, R500, ale je stosuje się do dużych łuków (R1000, R1500).
pisze:Zastanawiałem się do tego wszystkiego czy nie pójść na jakieś szkolenie ale nie mogę czegoś takiego znaleźć. Jak są to na tokarki i frezarki hehe
Dzięki
A i jeszcze takie pytanie po za tematem. Ile średnio można zarobić na krawędziarkach? Ja zarabiam 2020 Brutto i do tego przez cały rok życia nie mam, bo pracuje po 12h i w soboty - oczywiście za premie, no ale podstawa to ta wspomniana i nie wiem czy to dobrze czy źle?
Szkoleń jako takich na krawędziarki nie ma, jedynie u producentów lub ich przedstawicieli są szkolenia z obsługi maszyn (Trumpf i AMADA robią w Polsce szkolenia z obsługi i programowania, po których dostaje się certyfikat).
Co do zarobków, to jak na początki twojej kariery to podstawa jest dobra (jednak w innym temacie podajesz, że robisz też dużo innych rzeczy, więc podstawa jest zdecydowanie za mała).
Jeśli idzie zaś o pracowanie po 12h dziennie, tu już trochę nie halo (i co z tego, że premia, nadgodziny, itp.), taka praca na początkach wyniszcza i po dłuższym czasie człowiek się wypala i później nie nadaje się do niczego (ja w porę się obudziłem, bo inaczej zjadłaby mnie rutyna i nie byłbym dzisiaj tym, kim jestem i nie pisałbym tutaj na forum
).
Także dużo jeszcze praktykowania przed tobą i pamiętaj o samokształceniu - to podstawa w tej branży.
I powstrzymaj się od pracowania po 12h
- na 99% jestem pewien, że przyzwyczaiłeś tym szefa lub kierownika i oni to wykorzystują z premedytacją (nie daj sobie wmówić, że jesteś młody to możesz harować) - na sam początek powiedz
STOP koniec z sobotami, później coraz to bardziej skracaj tydzień pracy do 10h, potem do 8h dziennie - lepiej być świadomym pracownikiem, niż nieświadomym niewolnikiem.