https://vdocuments.mx/what-is-new-in-so ... -2011.html rozdział 2.2.5
Może porzuc to przeliczanie i użyj new working style. Trzeba w vmid włączyć posToMachine czy jakoś tak..
Z tymi pozycjami to chyba wystarczy zwiększyć ilość miejsc po przecinku. Jak chcesz to mzemy się w weekend umówić na sesję w TeamViewer i mi to pokażesz. Bo te strzępy kodu nie dawaja obrazu calosci.
Znaleziono 9 wyników
Wróć do „Pomiar sondą Renishaw - błąd”
- 08 lut 2019, 09:39
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
- 07 lut 2019, 20:43
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Re: Pomiar sondą Renishaw - błąd
nie wiem co tam jest nie tak ale jak widzę mnożenie przez "1" co daje nam ten sam wynik to możliwe jest że osoba pisząca to popełniła błąd również w innej części choć nie koniecznie i nie koniecznie to jest błąd ale masło maślane. A z Ciekawości zapytam dla
bpos = 0
sinus (bpos) jest równy 0
i postprocesor pozwala na mnożenie przez 0? nie pamiętam a nie mam jak sprawdzić..
Dodane 7 minuty 28 sekundy:
w sumie mnożyć chyba można.. nie wiem wzorów skróconego mnożenia też zapomniałem LOL
- 07 lut 2019, 17:31
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Re: Pomiar sondą Renishaw - błąd
Włącz trace na 5 i wyslij mi kod
- 07 lut 2019, 16:43
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Re: Pomiar sondą Renishaw - błąd
W drzewie operacji klikasz prawym przyciskiem myszy na jakiejś operacji i z opcji możesz dodać plik tekstowy z dysku, w pliku możesz z palca napisać program do pomiaru. Nie jest to to samo co obsługa sondy z solidcama ale przynajmniej po przeliczeniu kodu nie trzeba nic doklejac czy dodawać do programu.
Dodane 5 minuty 14 sekundy:
A o co chodzi z tymi wektorami? Możesz rozwinąć bo nie czaje o co chodzi..
Dodane 5 minuty 14 sekundy:
A o co chodzi z tymi wektorami? Możesz rozwinąć bo nie czaje o co chodzi..
- 06 lut 2019, 20:04
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Re: Pomiar sondą Renishaw - błąd
Trzeba dodać do postprocesora "rozszerzenie" (czytaj dodatkowy postprocesor do obsługi sondy) tak jak opisano to tutaj https://pl.scribd.com/document/32320528 ... -Guide-web w rozdziale 7.3 to wszystko można było sobie pobrać ze strony solidcama z tym że po próbie wygenerowania kodu wyskakiwały błędy kompilacji. Okazało się że w tych plikach celowo usunięto deklaracje niektórych zmiennych zapewne aby jakiś Janusz bez przeszkolenia nie zrobił kolizji i nie wylewał potem żali w internetach że postprocesor ze strony solidcama rozwalił sondę za ileś tam... Ja na przykładzie pliku z 1wszego posta uzupełniłem wszystko i działało super ale też nie udostępniłem przerobionego pliku z podobnych pobudek. Za to opisałem jak należy to zrobić. I zdaję sobię sprawę że dla wielu użytkowników może być to niezrozumiałe, ale to właśnie powinno być sygnałem, by nie grzebać w kodzie skoro nie wiemy jaki wpływ te zmiany będą miały na działanie postprocesora. https://drive.google.com/open?id=0B44zp ... zNBdWg4ZXM tu masz ów postprocesor do sinumerika który pobrałem kiedys ze strony a teraz nie mogę go na niej znaleźć (jak link nie bedzie działał za jakiś czas to znaczy ze wyłączyłem udostempnianie). Dodam tylko że dla sinumerika opis z ptk 7.3 będzie wyglądał inaczej i nie ma w nim funkcji @prb_chgp ale z tego co pamiętam to przydała by się jakaś bo po wywołaniu sondy (na maszynie rzecz jasna) trzeba dodać sekundę zwłoki bo chwilę trwa nim się włączy i jeśli po wybraniu sondy chcemy wykonać ruch na pozycję to wywala błąd. Co do pytania na poczcie to musisz poczytać jak działa funkcja trace w dokumentacji postprocesora link (post334711.html#p334711). Mam nadzieję że to Ci jakoś pomoże, jeśli jednak nadal brak odpowiedzi to może tu znajdziesz przykłady https://www.reddit.com/r/scenep2p/comme ... materials/ (nie wiem czy te linki działają ale jak nie to przynajmniej wiesz czego szukać  ).
).
Pozdrawiam Artur.
Pozdrawiam Artur.
- 20 sie 2014, 22:31
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Mała aktualizacja:
Kod: Zaznacz cały
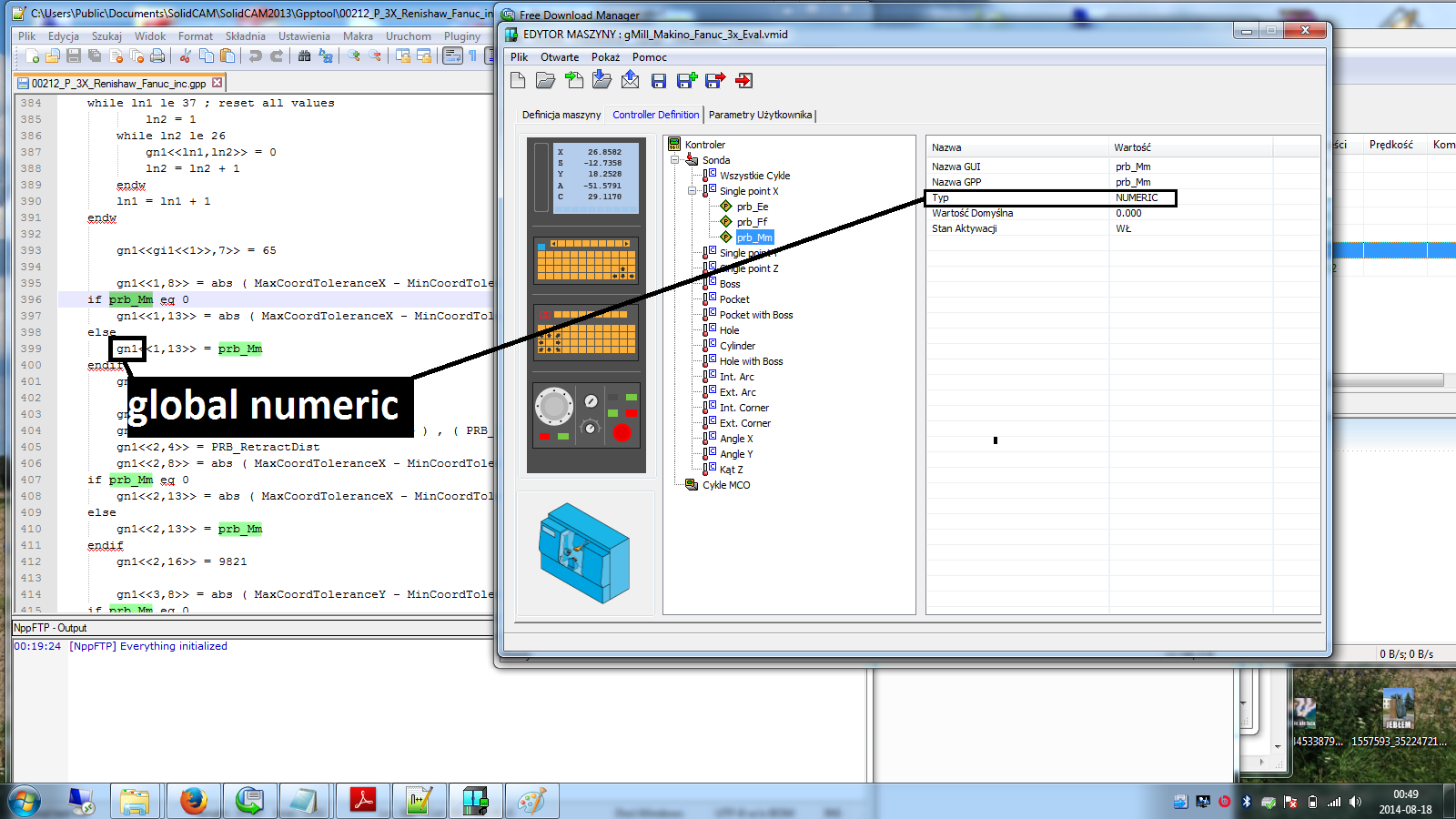
PARAMETRY, KTÓRYCH SILIDCAM NIE POBIERA AUTOMATYCZNIE I NALEŻY JE DODAĆ W PLIKU *.VMID
prb_Ee - INTEGER - Wartość doświadczalna. Numer offsetu dla stałego błędu.
prb_Ff - NUMERIC - Procentowa wartość zwrotnej informacji kontrolnej przy aktualizacji offsetu.
Wprowadza wartość z przedziału od 0 do 1 (0% do 100%). Wartość domyślna = 100%.
Również:
Szybkość posuwu w makrze zabezpieczanego pozycjonowania (O9810)
prb_Hh - NUMERIC - Wartość tolerancji mierzonego wymiaru elementu.
Przykład: W przypadku wymiaru 50,0 mm +0,4 mm –0 mm, znamionowa
tolerancja wyniesie 50,2 mm przy ustawieniu H.2.
prb_Mm - NUMERIC - Tolerancja rzeczywistego położenia elementu. Strefa cylindryczna wokół
teoretycznego położenia.
Przykład: M.1 ustawia tolerancję rzeczywistego położenia jako 0,1 mm.
prb_Tt - INTEGER - Numer aktualizowanego offsetu narzędzia
Przykład: T20 aktualizuje offset narzędzia o numerze 20.
prb_Uu - NUMERIC - Górne ograniczenie tolerancji. Gdy zostanie przekroczona ta wartość, nie
dochodzi do aktualizacji offsetu narzędzia ani offsetu roboczego, a cykl
podlega zatrzymaniu z sygnalizacją alarmu. Ta tolerancja dotyczy
zarówno rozmiaru, jak i położenia, tam gdzie ma to zastosowanie.
Przykład: U2. ustawia górne ograniczenie tolerancji jako 2 mm.
prb_Vv - NUMERIC - Strefa zerowa. Jest to ta strefa tolerancji, gdzie nie następuje korekcja
offsetów narzędzi.
Wartość domyślna = 0
Przykład: V.5 dla strefy tolerancji ±0,5 mm.
prb_Ww - INTEGER - Dane do wydruku
1. = Tylko zwiększenie numeru elementu.
2. = Zwiększenie numeru części i resetowanie numeru elementu.
Przykład: W1.
PRB_Overtravel - Qq q= Odległość przekroczenia wychylenia sondy, gdy wartości domyślne nie są
NUMERIC odpowiednie. Wtedy, podczas wyszukiwania powierzchni, sonda będzie
wychylać się poza spodziewane położenie.
Wartość domyślna = 4 mm (0,16 cala) w osi Z oraz 10 mm (0,394 cala)
w osiach X i Y.
Wykorzystywana także w makrze optymalizacji (O9836) (patrz rozdział 9,
"Cykle dodatkowe", aby uzyskać szczegółowe informacje).
Przykład: Q8. ustawia odległość przekroczenia wychylenia jako 8 mm.
NAZWA CYKLU OPCJONALNE DANE WEJŚCIOWE | ZMIENNE KTÓRE NALEŻY DODAĆ W PLIKU VMID
O9810 Protected positioning cycle Ff Mm | prb_Ff prb_Mm
O9811 X Y Z single surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9812 Web/pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9814 Bore/boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9815 Finding an internal corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9816 Finding an external corner Bb Ii Jj Mm Qq Ss Uu Ww | prb_Mm prb_Uu prb_Ww PRB_Overtravel
O9817 4th axis X measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9818 4th axis Y measurement Qq Bb Ss Ww | prb_Ww PRB_Overtravel
O9821 Single angled surface measurement Ee Ff Hh Mm Qq Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9822 Angled web or pocket measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9823 3-point bore or boss measurement Ee Ff Hh Mm Qq Rr Ss Tt Uu Vv Ww | prb_Ee prb_Ff prb_Hh prb_Mm prb_Tt prb_Uu prb_Vv prb_Ww PRB_Overtravel
O9843 Angle measurement in the X or Y plane Aa Bb Qq Ww | prb_Ww PRB_Overtravel
O9857 Automatic length and diameter setting ?? |
O9858 Rotating tool broken tool cycle ?? |
- 19 sie 2014, 00:06
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
- 18 sie 2014, 20:50
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556
Mierzy na tej którą wybierzesz podczas wybierania geometrii w SC a aktualizuje te którą podasz w parametrze S.WZÓR pisze: .... , a na której bazie to mierzy ?
Przykład:
S1 - G54
S2 - G55
S101 - G54.1 P1
S102 - G54.1 P2
Dokładny opis parametrów masz tutaj http://chomikuj.pl/felolub/Dokumenty/Te ... 305881.PDF według tego opracowania trzeba uzupełnić dane w pliku maszyny vmid.
Pozdrawiam.
PS. Istnieje możliwość że post ze strony będzie wymagał poprawek albo dopisania kilku funkcji. Należy uważać podczas odpalania kodu na maszynie tym bardziej pracując z tak drogimi narzędziami jak sonda pomiarowa. Gdybyście chcieli coś zmienić w postprocesorze to piszcie na pewno postaram się pomóc.
Czy wszędzie trzeba dopisywać parametry?? wydaje mi się że jeśli parametr Prb_Ss powtarza się w każdym cyklu do dodajemy go w pliku vmid tam gdzie jest Wszystkie Cykle a te parametry, które są unikatowe dla jakiegoś cyklu podajemy konkretnie w nim.
- 18 sie 2014, 01:02
- Forum: SolidCAM
- Temat: Pomiar sondą Renishaw - błąd
- Odpowiedzi: 20
- Odsłony: 8556