



Znaleziono 5 wyników
- 31 lip 2018, 15:07
- Forum: Siemens Sinumerik CNC
- Temat: CYCLE977
- Odpowiedzi: 9
- Odsłony: 1641
Re: CYCLE977
nie wiem ciężko stwierdzić ale jeśli kilkukrotne pomiary tego samego detalu tym bardziej jeśli było by to w tym samym mocowaniu podawają inne wyniki to za dużo chyba się nie da zrobić bo na to składa się kilka czynników jak błędy pomiaru luzy itp.. w takim przypadku możesz spróbować zwiększyć liczbę pojedynczego pomiaru _NMSP=1 wtedy zawsze będzie brana pod uwagę średnia artmetyczna. Innym czynnikiem mogą być delikatne różnice skrętu detalu tym bardziej takiego dużego.. najlepiej przy każdym otworze zmierzyć krawedz i wtedy odsuniesz się te 50mm. Ogólnie to przyczyn jak i rozwiązań tego problemu może być bardzo wiele.
- 31 lip 2018, 10:30
- Forum: Siemens Sinumerik CNC
- Temat: CYCLE977
- Odpowiedzi: 9
- Odsłony: 1641
Re: CYCLE977
Kod: Zaznacz cały
G64 D0 G0 G40
G90
T="SONDA" D1 M6
G54
G94 G4 F1 ;PO WYWOŁANIU SONDY TRZEBA JEJ DAĆ CHWILE NA WŁĄCZENIE INACZEJ BĘDZIE BŁĄD
M19 ;POZYCJONOWANIE WRZECIONA (WAŻNE JAK BYŚMY CHCIELI G1F...)
G00 G90 G40 X0 Y-150 Z100 ;DOSTOSUJ OS Y NA ŚRODEK DETALU I JEŚLI Z0 DETALU MASZ DO GÓRY TO POWINNO BYĆ OK NA BEZPIECZNY DOJAZD ALE PRZEJAZD W 3 OSIACH WIEC UWAŻAJ
G00 G90 G40 Z50 ;ZJAZD NA POZIOM Z50
_MVAR=104
_SETVAL=1360 ;REALNY ROZMIAR WYPUSTU
_PRNUM=1
_KNUM=($P_GG[8]-1) ;NORMALNIE 0-G53, 1-G54... A W TAKIEJ POSTACI USTAWIA ZAWSZE AKTYWNĄ BAZE
_FA=20 ;ILE MA WYJECHAĆ ZA KRAWĘDŹ (OS X)
_TSA=20 ;MARGINES BLEDU USTAWIENIA DETALU
_MA=1 ;OS-1 = X
_NMSP=1 ;JEDNO PUNKTOWY POMIAR
_ID=-60 ;INKREMENTALNIE!!! POMIMO G90 CZYLI ZJAZD NA Z-10 PRZED POMIAREM
CYCLE977 ;START CYKLU
G00 G90 G40 Z100
T0M6
M17Jeśli byś chciał przyśpieszyć nieco przejazdy sondy to zajrzyj tutaj post510368.html#p510368
- 31 lip 2018, 09:16
- Forum: Siemens Sinumerik CNC
- Temat: CYCLE977
- Odpowiedzi: 9
- Odsłony: 1641
Re: CYCLE977
czyli chcesz tylko uaktualnić punkt bazowy dla osi X ?
- 30 lip 2018, 13:46
- Forum: Siemens Sinumerik CNC
- Temat: CYCLE977
- Odpowiedzi: 9
- Odsłony: 1641
Re: CYCLE977
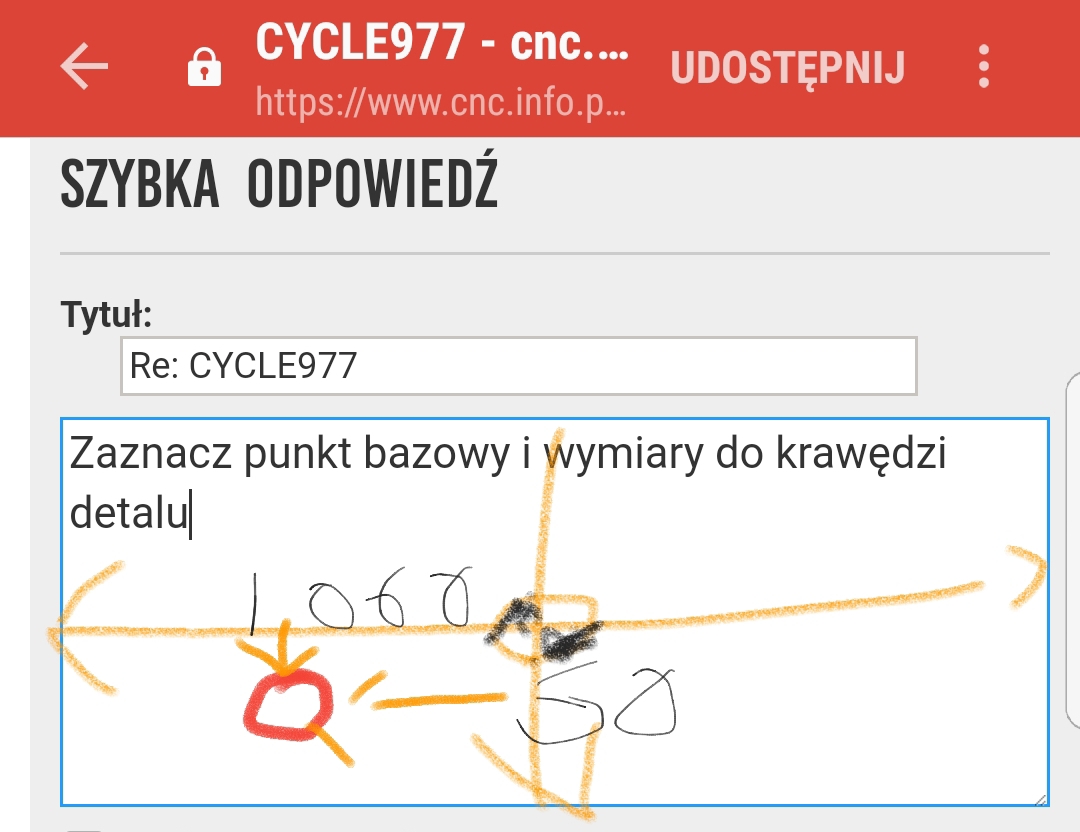
Czyli chcesz złapać wymiar tylko do otworu? Czy jeszcze jakieś skręcenie osi będziesz lapal? Narysuj w paincie rysunek (zarys detalu i ten otwor) to Ci powiem jak to zrobić (tzn zrobię Ci to)
- 29 lip 2018, 02:48
- Forum: Siemens Sinumerik CNC
- Temat: CYCLE977
- Odpowiedzi: 9
- Odsłony: 1641
Re: CYCLE977
_PRNUM - jest to numer zestawu danych korekcyjnych sondy jeśli nie masz zdefiniowanych więcej jak jeden to domyślnie zawsze jest to numer 1. W skrócie jest to numer D sondy pomiarowej.






