qqaz pisze:I obejdzie się bez latania na poprawkę Gkodu i szukania gdzie ten programista wcisnął teG64 z parametrem. Bo może być wszędzie wśród tych paru tysięcy linijek[/b]
Ja rozumiem, że w maszynie dla debili mają być ptaszki i okienka, bo debil nie jest w stanie nauczyć się kilkunastu poleceń G-kodu, a nie będzie przecież z każdą poprawką biegał do uczonego.
Ale zaskoczyła mnie wiadomość, że debil nie potrafi użyć opcji "wyszukaj" w edytorze tekstu.
Co do reszty twojej wypowiedzi, to gówno prawda.
Przykład :
W programie Eagle projektuję płytkę PCB i korzystając ze skryptu pcb-gcode generuję G-kod do jej wygrawerowania.
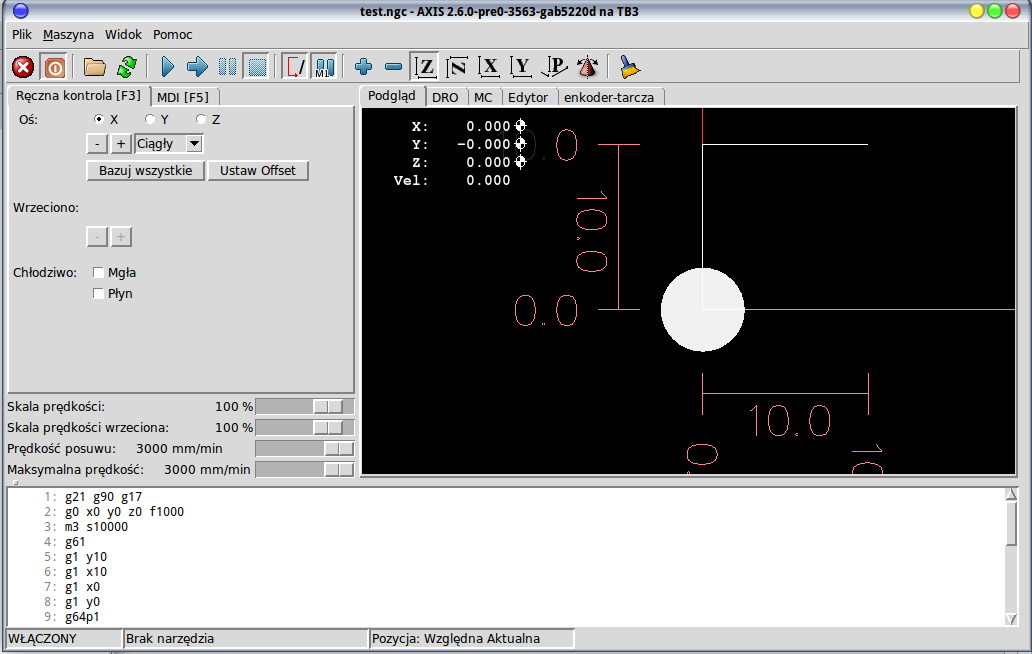
Oczywiście maszyna czkawki dostaje, bo G61.
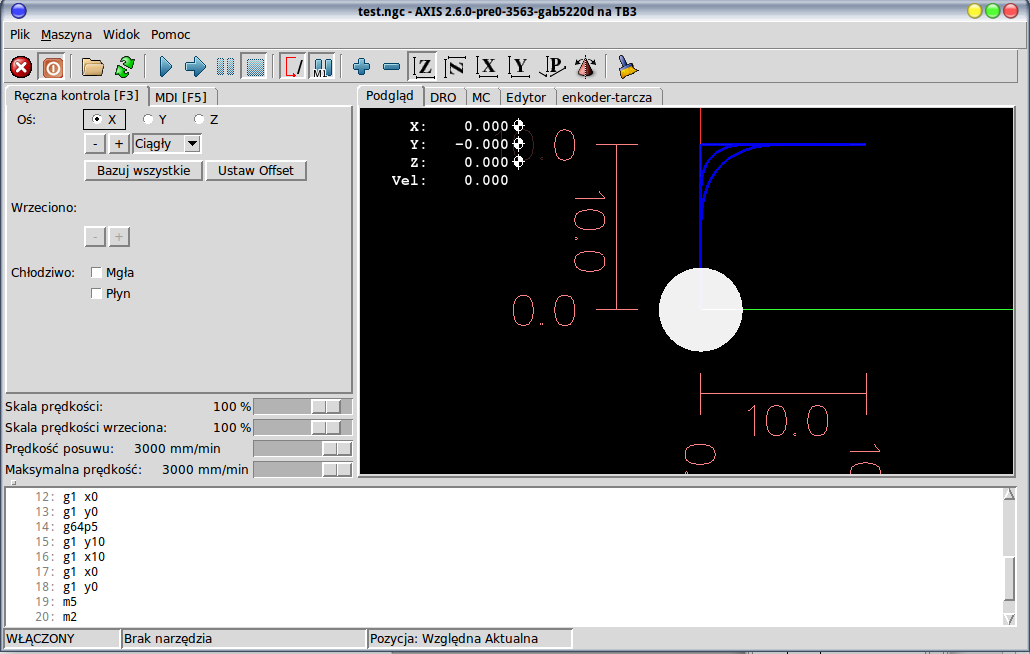
W zależności od stopnia skomplikowania rysunku dodaję w kodzie G64P0.1, albo G64P0.2, albo G64P0.01, bo to ja wiem jaki może być maksymalny błąd, a debil przy maszynie nie ma prawa niczego na słuch zmieniać.
Rzeczą jeszcze ciekawszą jest to, że taki program mogę wysłać dowolnemu posiadaczowi frezarki sterowanej przez LinuxCNC i jeśli założy on właściwe narzędzie, to wykona identyczną płytkę bez względu na to, co sobie w programie poustawiał.
Nie otrzyma on sieczki, bo jego frezarka bardziej rzęzi i trzeba było inaczej ptaszki poustawiać.
A rzęzi inaczej bo w tle siedem wirusów ciężko pracuje i robi jitter rzędu milionów.
Właściwie to nie wiem po co się tak rozpisuję, przecież miłośnikowi Macha nawet wytłumaczenie jak działa G64 jest niemożliwe, zbyt wysoki poziom abstrakcji, nawet wklejenie obrazków nie pomogło.
Ja nie wiem skąd Wy to sobie wzięliście, że jak w Linuksie, to musi działać inaczej.
I znowu gówno prawda, bo to nie Linux kontra Windows tylko matematyka.
G64 działa w LinuxCNC identycznie jak w Machu, bo tego inaczej zrobić się nie da.
Cała różnica sprowadza się do sposobu podania parametru.
Można się nauczyć, że parametr przy G64 oznacza maksymalny dopuszczalny błąd względem G61, albo można być wypytywanym "masz frezarkę czy plazmę ?".
Wbrew wszelkim pozorom to pierwsze jest łatwiejsze i daje przewidywalne wyniki.
Na zakończenie spróbuję Wam wyjaśnić czym różni się filozofia Linuksa od filozofii Windows.
Aby w Linuksie zaczęła działać sieć, trzeba w terminalu wpisać :
Kod: Zaznacz cały
ifconfig eth0 192.168.0.77 up
route add default gw 192.168.0.1 eth0
Adresy są przykładowe.
Owszem, trzeba to zapamiętać, ewentualnie wiedzieć gdzie znaleźć gdy się zapomniało.
Ale to zawsze będą tylko dwie dość proste linijki kodu.
No to teraz spróbujcie ustawić sieć w Windows ...
Ja kiedyś poległem na pytaniu czy chcę się połączyć z siecią domową czy firmową.
Teraz to już wiem co poeta miał na myśli, ale wtedy kurwicy dostałem.
A podobno Windows jest łatwiejszy w obsłudze ...
.