



Trochę teorii nigdy nie zaszkodzi.
Może się przydać w przyszłości.
A frez dwupiórowy też można różnie założyć w bijący uchwyt.
.
Znaleziono 8 wyników
Wróć do „ArtCam + EMC2 (LinuxCNC)”
- 04 lis 2012, 18:01
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
- 04 lis 2012, 16:39
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Zwykle w ustawieniach podaje się skok śruby nominalny.
Zauważ, że jak jest tylko ten jeden błąd, to go wyłapiesz natychmiast, bo masz wszystko po prostu przeskalowane.
Dopiero kilka błędów do kupy robi cyrk i już nic nie wiadomo.
Wracając do bicia jednopiórowego freza, to zrobiłem rysunek.
Czarne okręgi to średnica nominalna, środki są w osi obrotu wrzeciona.
To co zielone to ostrze freza i jego oś obrotu.
Po lewej bez bicia, po prawej takie samo bicie, tylko frez włożony ostrzem w kierunku bicia i obrócony o 180°.
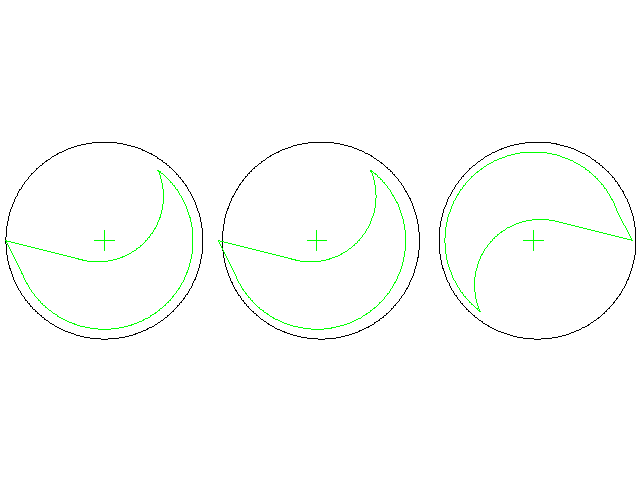
Mam nadzieję, że jest już jasne jakim cudem frez jednopiórowy może zrobić rzaz węższy od średnicy nominalnej.
.
Zauważ, że jak jest tylko ten jeden błąd, to go wyłapiesz natychmiast, bo masz wszystko po prostu przeskalowane.
Dopiero kilka błędów do kupy robi cyrk i już nic nie wiadomo.
Wracając do bicia jednopiórowego freza, to zrobiłem rysunek.
Czarne okręgi to średnica nominalna, środki są w osi obrotu wrzeciona.
To co zielone to ostrze freza i jego oś obrotu.
Po lewej bez bicia, po prawej takie samo bicie, tylko frez włożony ostrzem w kierunku bicia i obrócony o 180°.
Mam nadzieję, że jest już jasne jakim cudem frez jednopiórowy może zrobić rzaz węższy od średnicy nominalnej.
.
- 04 lis 2012, 15:58
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Jeszcze jedno ćwiczenie intelektualne.
Śruba pociągowa ma błąd skoku -1%.
Frez bije o 0,2 mm na promieniu.
Wycinamy podkładkę pod śrubę.
Tniemy wewnętrzny okrąg o promieniu 20 i zewnętrzny o promieniu 40.
Wewnętrzny ma promień rzeczywisty 19,8 ale bicie 0,2 się dodaje.
Zewnętrzny ma promień rzeczywisty 39,6 ale bicie 0,2 się odejmuje.
W efekcie wewnętrzna średnica jest 40 mm a zewnętrzna 78,8 mm.
No i mamy taki paradoks, że jest błąd a tylko jeden wymiar się nie zgadza.
.
Śruba pociągowa ma błąd skoku -1%.
Frez bije o 0,2 mm na promieniu.
Wycinamy podkładkę pod śrubę.
Tniemy wewnętrzny okrąg o promieniu 20 i zewnętrzny o promieniu 40.
Wewnętrzny ma promień rzeczywisty 19,8 ale bicie 0,2 się dodaje.
Zewnętrzny ma promień rzeczywisty 39,6 ale bicie 0,2 się odejmuje.
W efekcie wewnętrzna średnica jest 40 mm a zewnętrzna 78,8 mm.
No i mamy taki paradoks, że jest błąd a tylko jeden wymiar się nie zgadza.
.
- 04 lis 2012, 15:38
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Kiepsko u Kolegi z wyobraźnią przestrzenną.lajosz pisze:A tu się z kolegą tuxcnc nie zgodzę.tuxcnc pisze:Najpierw to by wypadało naciąć rowek i zmierzyć szerokość.
Z tym, że jak frez bije, to średnica będzie zależeć od położenia freza względem uchwytu.
Szczególnie przy jednopiórowym frezie błąd może być na plus, na minus albo nawet na zero.
Trzeba sobie ten mimośród wyobrazić, to wszystko stanie się jasne.
.
Otóż nawet jeśli ten mimośród występuję, to błąd występuje zawsze na plus, czyli ewentualny rowek ZAWSZE będzie szerszy niż średnica freza.
Frez jednopiórowy nie jest walcem.
Jeśli poprowadzimy prostą przez środek freza i oś obrotu całości, to na tej prostej ostrze może być odległe od osi obrotu o <promień + błąd> albo <promień - błąd>.
Wyobraź sobie hipotetyczną sytuację, że błąd jest równy promieniowi freza i pamiętaj, że ostrze jest tylko jedno.
Oczywiście przy dużym błędzie i ustawieniu "na minus" prędzej frez się połamie niż cokolwiek utnie, ale 0,2 mm może jeszcze przejść.
.
- 04 lis 2012, 14:38
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Nie róbmy burzy w szklance wody ...lajosz pisze:Pytam, bo na zdjęciach widać jak mierzysz suwmiarką, a w opisie piszesz, że różnica to 0.04mm, co słownie wynosi 4 setne milimetra.
Jakim cudem mierzysz zwykłą suwmiarką setki ?
To co widać na zdjęciu jest prawdą, a tam jest cztery dziesiąte różnicy.
Do takiego wyniku wystarczy, że się Chińczykowi oś uchwytu minęła z osią silnika, co w tandetnych frezarkach górnowrzecionowych jest raczej regułą niż wyjątkiem.
Na to się pewnie i inne błędy nakładają i wychodzą cuda.
Najpierw to by wypadało naciąć rowek i zmierzyć szerokość.
Z tym, że jak frez bije, to średnica będzie zależeć od położenia freza względem uchwytu.
Szczególnie przy jednopiórowym frezie błąd może być na plus, na minus albo nawet na zero.
Trzeba sobie ten mimośród wyobrazić, to wszystko stanie się jasne.
.
- 04 lis 2012, 06:47
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Szukaj wiatru w polu.pascalPL pisze:Chyba przyniosę komputer, zrobię upgrade i postawie najnowsze linuxcnc może tutaj jest jakiś problem.
Wszystko wskazuje na to, że ta twoja maszyneria na złom się nadaje.
Takie są efekty rzeźbiarstwa w gównie - zmarnowany czas i pieniądze.
Trudno tak na odległość powiedzieć czy to luz na śrubach, czy coś się ugina, czy wrzeciono bije, ale ewidentnie pliki są prawidłowe, a przyczyna leży w mechanice.
.
- 27 lut 2012, 20:47
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Coś pan Artmachining mało rozmowny dzisiaj.
Może by tak jakiś postprocesorek do linuxcnc ?
Co do wypowiedzi adico79, to oczywiście G0 i G1 są raczej niezależne od implementacji G-kodu na daną maszynę i działają zasadniczo wszędzie tak samo.
Diabeł tkwi w szczegółach.
Z linku który podałem wyżej (forum Artcam) wynika, że postprocesora dla linuxcnc producent nie ma.
Dziwne to bardzo, szczególnie jak się przeczyta całą listę dość egzotycznych maszyn, które są obsługiwane http://www.artcamexpress.com/index.php/ ... ol-support .
Co by nie mówić Mach jest a linuxcnc nie ma.
.
Może by tak jakiś postprocesorek do linuxcnc ?
Co do wypowiedzi adico79, to oczywiście G0 i G1 są raczej niezależne od implementacji G-kodu na daną maszynę i działają zasadniczo wszędzie tak samo.
Diabeł tkwi w szczegółach.
Z linku który podałem wyżej (forum Artcam) wynika, że postprocesora dla linuxcnc producent nie ma.
Dziwne to bardzo, szczególnie jak się przeczyta całą listę dość egzotycznych maszyn, które są obsługiwane http://www.artcamexpress.com/index.php/ ... ol-support .
Co by nie mówić Mach jest a linuxcnc nie ma.
.
- 27 lut 2012, 12:12
- Forum: ArtCAM
- Temat: ArtCam + EMC2 (LinuxCNC)
- Odpowiedzi: 37
- Odsłony: 13047
Dlaczego nie zawracasz du** autorowi programu ?
On bierze za to pieniądze, a mi nawet dziękuję nie powie za support dla jego klientów.
Problem leży wyłącznie w odpowiednim postprocesorze.
Jeden gość się chwali, że napisał i może dać, http://forum.artcam.com/viewtopic.php?f=1&t=16138 .
Ale to dla odmiany jest pierwszy link, jaki znalazłem w Google ...
.
On bierze za to pieniądze, a mi nawet dziękuję nie powie za support dla jego klientów.
Problem leży wyłącznie w odpowiednim postprocesorze.
Jeden gość się chwali, że napisał i może dać, http://forum.artcam.com/viewtopic.php?f=1&t=16138 .
Ale to dla odmiany jest pierwszy link, jaki znalazłem w Google ...
.






