GRI69 pisze:może mam źle ustawione jakieś parametry w Machu
w opcjach toczenia mam odhaczone radius
Może masz, ale w tym to Ci nie pomogę.
Uważam za kompletny debilizm program, w którym ten sam parametr można ustawić w pięciu okienkach, chociaż nie jest potrzebne ani jedno, bo sam G-kod określa jednoznacznie ścieżkę narzędzia.
Ja korzystam z normalnego programu, w którym żadnych kretyńskich okienek nie ma.
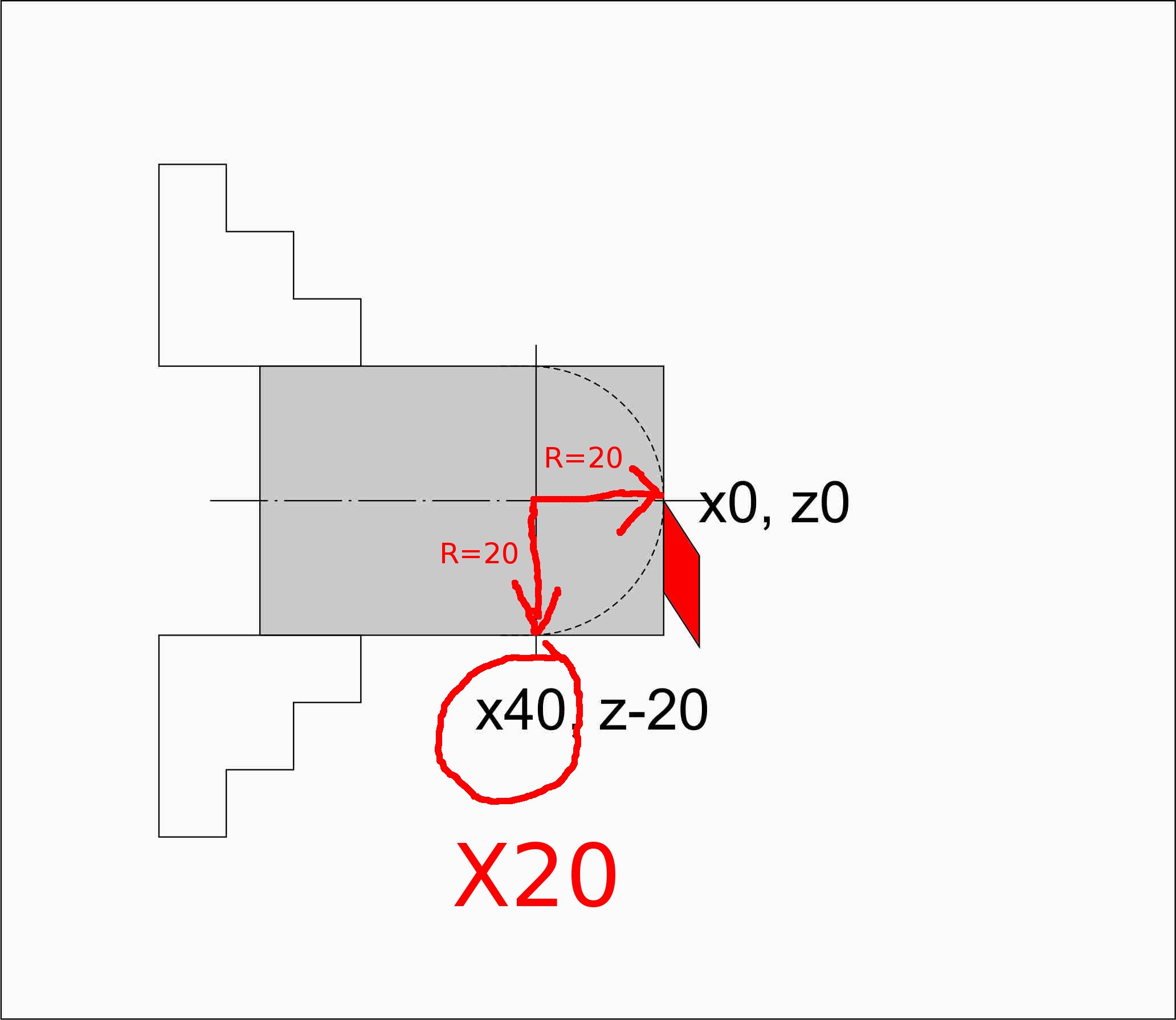
Kod G3 x20 z-20 r20 f200 nakazuje maszynie wykonać ruch po okręgu o promieniu 20, zaczynając z bieżącego położenia (X0Z0), a kończąc w X20Z-20.
Ponieważ obrabiany pręt się obraca, to to co jest w tej chwili na X20Z-20 po pół obrotu będzie na X-20Z-20, czyli jak promień 20, to średnica 40, co powinno być dla Ciebie oczywiste, jeśli się chcesz brać za toczenie czegokolwiek na czymkolwiek.
Nie łapiesz tego, że X0 to oś obrotu wrzeciona ?
.