



Ewidentnie G64 albo ptaszek w Mach-u.
Ale problem jest bardziej skomplikowany, bo kod jest ewidentnie kiepskiej jakości.
Otóż kiedy zadajesz G64, czyli tolerancję ścieżki (prędkość kosztem dokładności), to maszyna będzie ścinać wszystkie naroża tak samo.
Jeżeli rogi są ścinane różnie, to znaczy że maszyna coś jeszcze robi w rogach nieścinanych.
Wytłumaczę to na przykładzie.
Prosty kod wykorzystujący G64:
Kod: Zaznacz cały
G64
G0 X0 Y0 Z0
F5000
G1 X10
Y10
X0
Y0
M2Wykona się następująco:
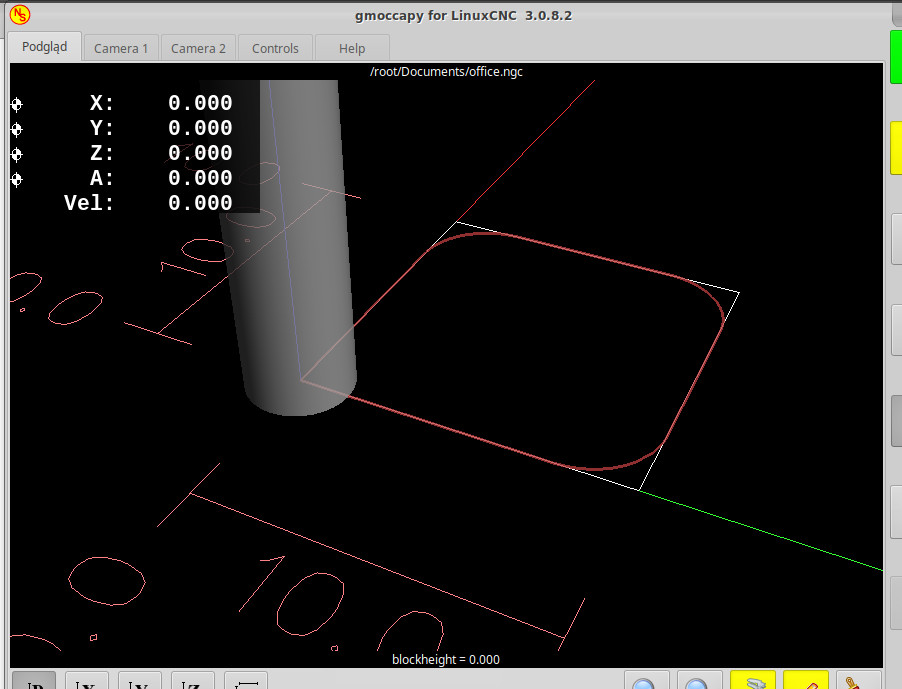
Białe linie to kod, brązowe to rzeczywista droga narzędzia.
Lewy dolny róg będzie wykonany "ostro", bo stamtąd maszyna zaczyna i tam kończy, ale wszystkie pozostałe będą ścięte "w locie", żeby tam nie zwalniać. To jest ta sama akcja jak z wchodzeniem samochodem w zakręt, albo szybko albo dokładnie, bo na jedno i drugie na raz prawa fizyki nie pozwalają.
Ale dodanie dwóch linii zmienia sytuację:
Kod: Zaznacz cały
G64
G0 X0 Y0 Z0
F5000
G1 X10
Y10
Z0.01
Z0
X0
Y0
M2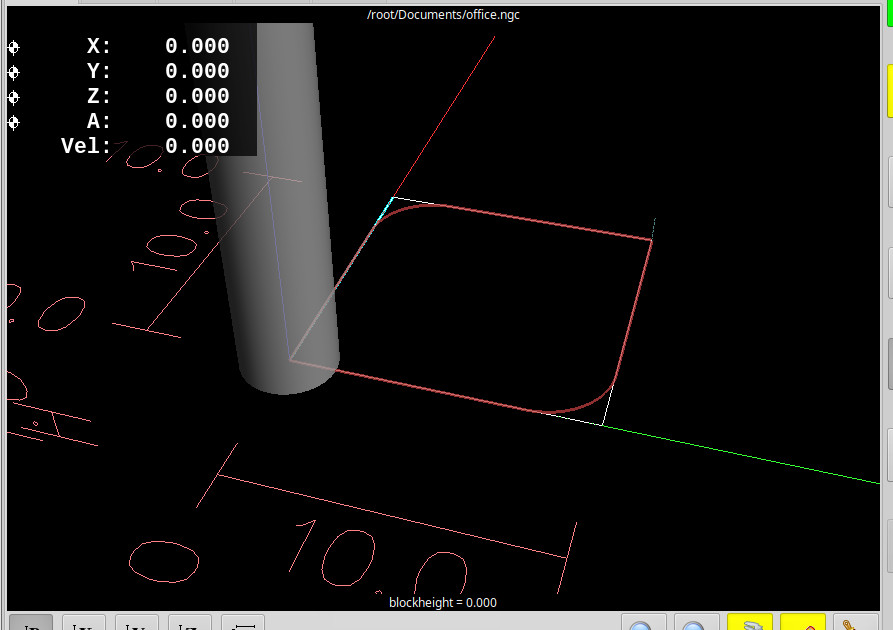
Krótko mówiąc, masz zbieg nieszczęść, z którego da się jakoś wyjść, ale ja Ci nie pomogę, bo twoich programów nie używam i nie mam zamiaru używać, więc się ich uczyć nie będę.






