Gdzieś mi uciekł, mój tematgrypol pisze: ↑15 mar 2022, 23:47Witam kolegów
Trochę offtopic ale potrzebuję schematu lub porady:
Sąsiad ma takie cudo i problem z drutem. Na roboczym jedzie w lewo, robi nawrót i jedzie w prawo. Potem zamiast nawrotu STOP.
Krańcówki OK. Na przycisk startu stopu jedzie w lewo stop prawo stop..........
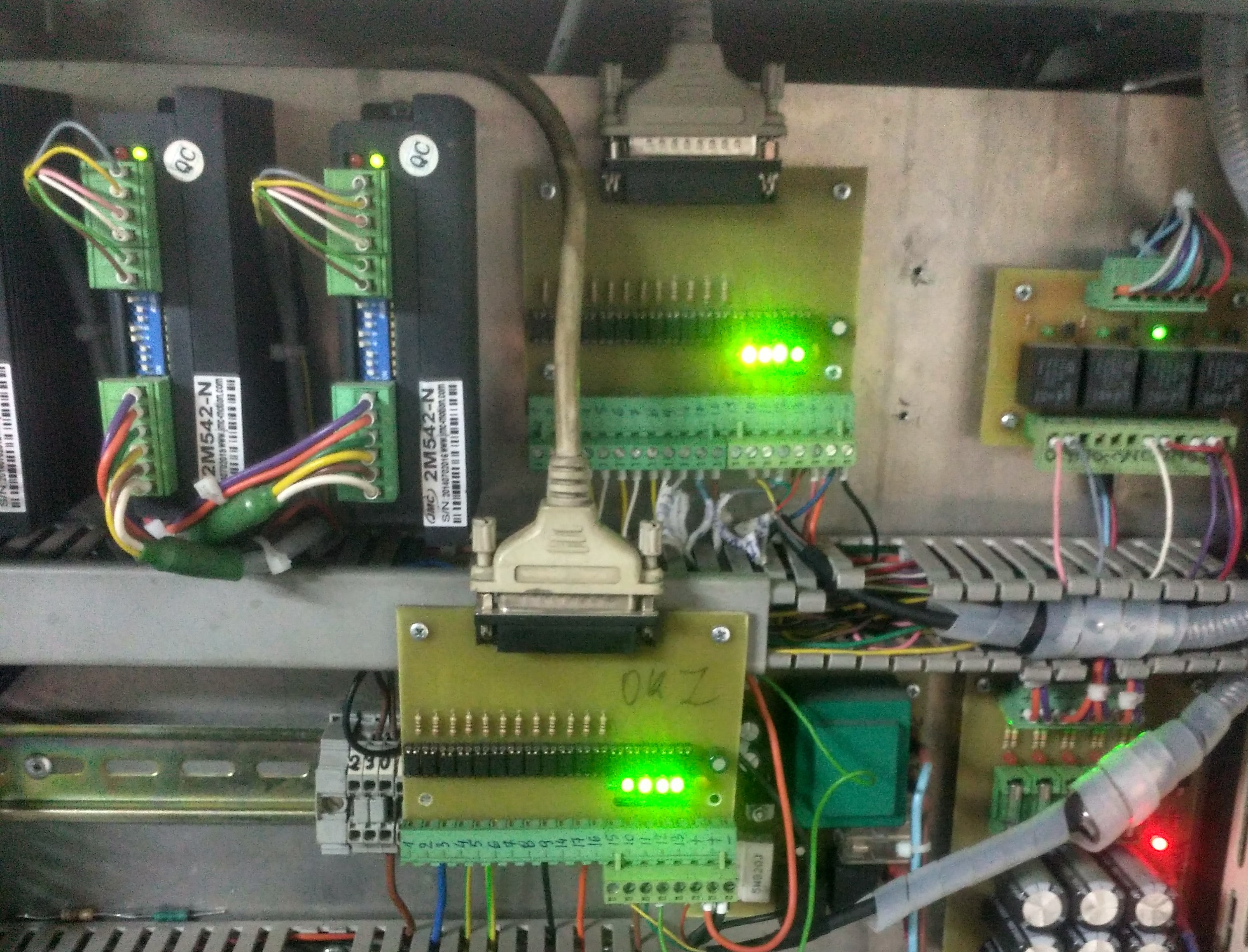
Obawiam się że to to sprytne PLC po lewej pod stołem niestety....
Maszyna była robiona dawno temu i nie pamiętam, ale nie przerabiałem nic pod stołem, tylko wykorzystałem istniejące sygnały. Na pewno u mnie musi być podtrzymany cały czas stan wysoki na wejściu do sterowania nawrotami, jeżeli go zabiorę bęben zatrzymuje się przy nawrocie z jednej strony i nie rusza, jeżeli podam go ponownie cała obróbka jest normalnie kontynuowana.
 Małe usprawnienie, może komuś się przyda.
Małe usprawnienie, może komuś się przyda.