



A jak ktos lubi popatrzeć sobie na obrotomierz?
A na poważnie to jeszcze falownik mam sterowany ręcznie po za tym wrzeciono napędzane jest przez skrzynie... Wiec obrotomierz póki jestem jeszcze zielony jeleń sie przyda. Może ktos ma pomyśl jak to przestawić zminimalizować przenieść do oddzielnego okna itp itd....
Znaleziono 7 wyników
Wróć do „LinuxCNC moje początki”
- 08 paź 2015, 21:27
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
- 08 paź 2015, 19:00
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
- 23 mar 2015, 08:40
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
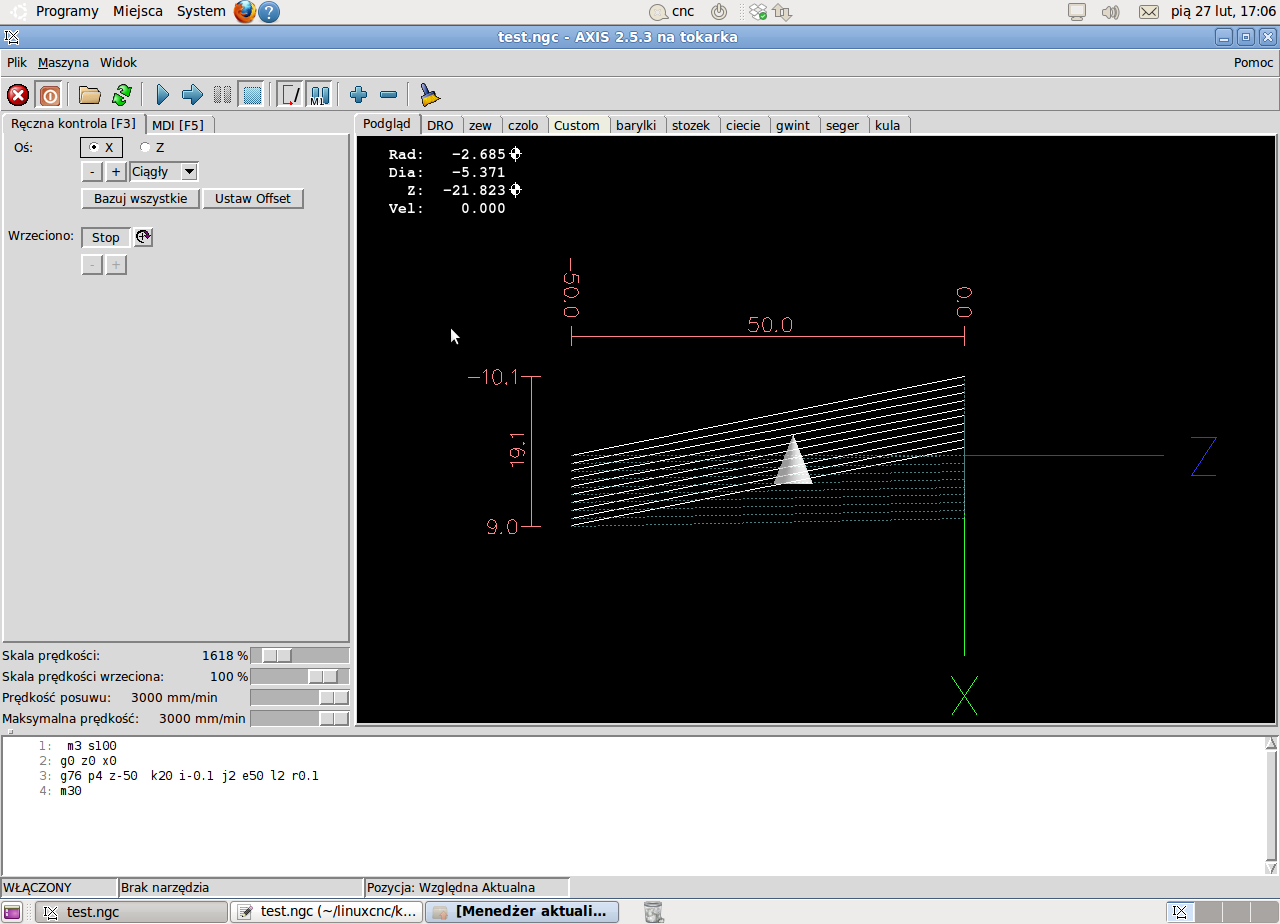
qrcze czy coś u mnie jest nie haloooookamar pisze:Aż tak proste to nie jest. Trzeba kombinować z parametrami E i L ale puki mi nie potrzebne to poczekam aż ktoś zrobijarucki pisze:G0 x30 z0
G76 x30 z0 P4 K5 D1 I-30 F50

[ Dodano: 2015-02-27, 17:10 ]
Coś takiego:
w sumie to proste
L2 daje prawy gwint L1 - lewy. Stożek dobieramy głębokością gwintu K
E=Z daje pelny stożek, mniejsze daje prosty i stożek
- 27 lut 2015, 13:55
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
- 27 lut 2015, 08:36
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
G0 x30 z0
G76 x30 z0 P4 K5 D1 I-30 F50
Sprawdzi ktoś?
Gwint na stożku o wysokość 30 skok 4, głębokość gwintu5, pierwszy wjazd noża na głębokość 1mm, różnica wysokości pomiędzy z a x 30mm, posow50. Przy założeniu ze z mamy bazowane na poczatku stożka czyli średnica zerowa
Czegos jeszcze brakuje?
Jeszcze jedno pytanie jak w linuxcnc uruchomix gwinty bez enkodera bo jak na razie jeszcze go nie mam o tak nie mogę tego ruszyć chyba ze na symulatorze
G76 x30 z0 P4 K5 D1 I-30 F50
Sprawdzi ktoś?
Gwint na stożku o wysokość 30 skok 4, głębokość gwintu5, pierwszy wjazd noża na głębokość 1mm, różnica wysokości pomiędzy z a x 30mm, posow50. Przy założeniu ze z mamy bazowane na poczatku stożka czyli średnica zerowa
Czegos jeszcze brakuje?
Jeszcze jedno pytanie jak w linuxcnc uruchomix gwinty bez enkodera bo jak na razie jeszcze go nie mam o tak nie mogę tego ruszyć chyba ze na symulatorze
- 26 lut 2015, 12:58
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
Dobra stożek robię subbem
A gwint:
G76 x0 x30 z-50 I45 P5
(przy założeniu ze stożek ma 45stopni)
Nie mam symulatora a jestem na zakupach a raczej zona wiec sobie siedzę i kminie, wiem wiem ze źle (moze kogos rozbawie idiotyzmami ktore pisze)ale czy dobrym kierunkiem idę?
[ Dodano: 2015-02-26, 22:26 ]
Kamar a nie lepiej i Prościej było by dodać Magiczną literkę R do ngcgui ?

Edit
Chodzilo o I[/b]
A gwint:
G76 x0 x30 z-50 I45 P5
(przy założeniu ze stożek ma 45stopni)
Nie mam symulatora a jestem na zakupach a raczej zona wiec sobie siedzę i kminie, wiem wiem ze źle (moze kogos rozbawie idiotyzmami ktore pisze)ale czy dobrym kierunkiem idę?
[ Dodano: 2015-02-26, 22:26 ]
Kamar a nie lepiej i Prościej było by dodać Magiczną literkę R do ngcgui ?
Edit
Chodzilo o I[/b]
- 26 lut 2015, 09:51
- Forum: LinuxCNC (dawniej EMC2)
- Temat: LinuxCNC moje początki
- Odpowiedzi: 118
- Odsłony: 27127
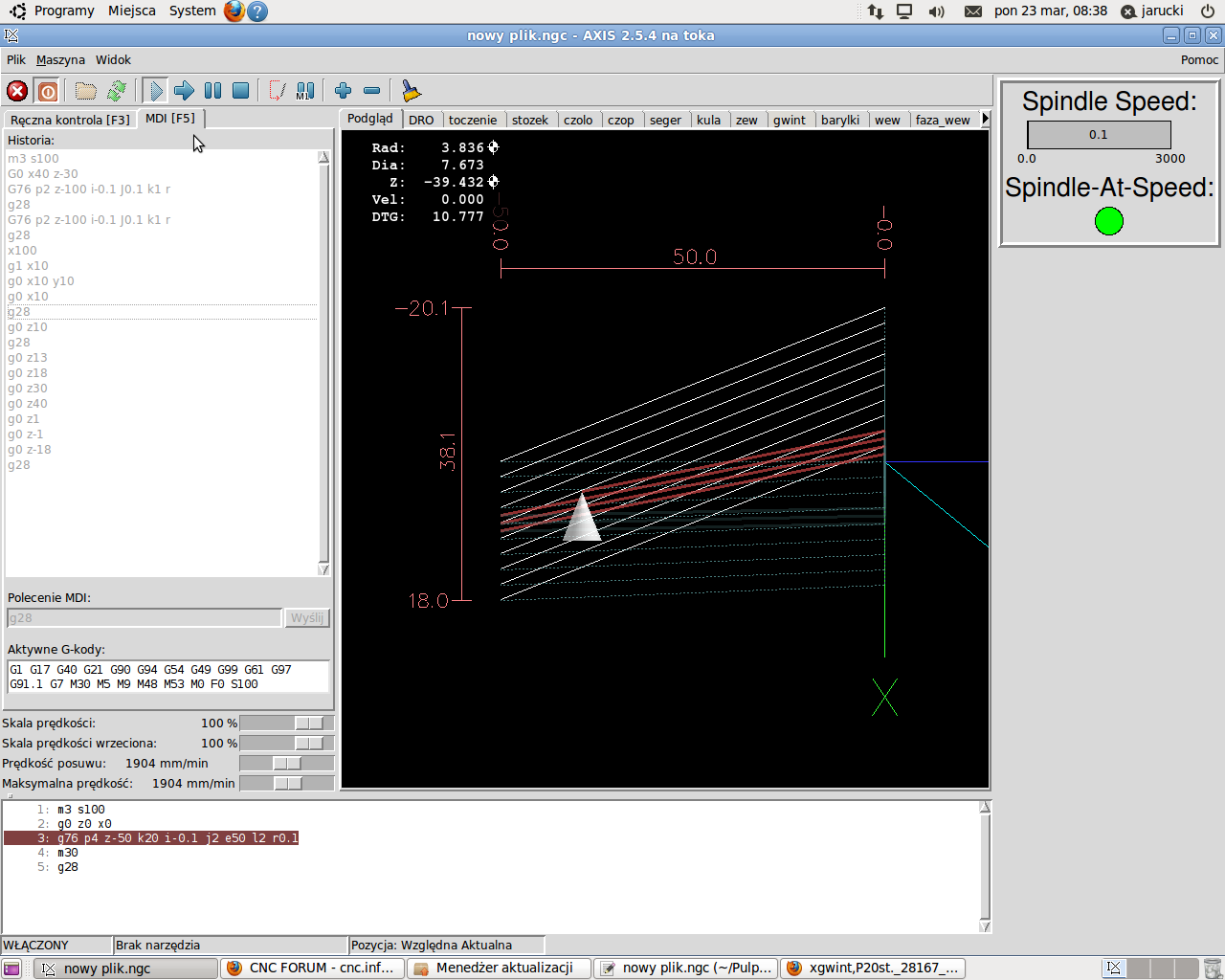
Panowie zwracam się z Prośbą o pomoc w stworzeniu gcodu na toczenie a raczej gwintowanie stożka.
Czy ktoś mógłby mi zapodać jakiś przykładowy gcode który rozjaśniłby mój ciemny umysł
w Skrócie jest stożek np średnica początkowa 0 średnica końcowa 30 długość stożka 50.
x0 Z0
x30 z-50
należy pewnie użyć G76 (PZIJKRQHEL) ale co dalej ?
P- 5
E-30
???
Pomożecie ?
Czy ktoś mógłby mi zapodać jakiś przykładowy gcode który rozjaśniłby mój ciemny umysł
w Skrócie jest stożek np średnica początkowa 0 średnica końcowa 30 długość stożka 50.
x0 Z0
x30 z-50
należy pewnie użyć G76 (PZIJKRQHEL) ale co dalej ?
P- 5
E-30
???
Pomożecie ?






