



Co ja bym zrobił bez tego forum i tych wszystkich mądrych głów?
Znaleziono 6 wyników
Wróć do „Błędne czytanie programu.”
- 06 cze 2014, 20:53
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
- 06 cze 2014, 19:19
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
- 06 cze 2014, 17:55
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
- 05 cze 2014, 00:34
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
- 04 cze 2014, 23:59
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
Proszę bardzo, 
# Wygenerowane przez Stepconf o Mon Mar 31 18:13:49 2014
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = tokarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/mm/linuxcnc/nc_files/kody/suby_tokarka
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
LATHE = 1
TKPKG = Ngcgui 1.0
OPEN_FILE = auto.ngc
NGCGUI_FONT = Helvetica -12 normal
NGCGUI_PREAMBLE = start.ngc
NGCGUI_SUBFILE = czop.ngc
NGCGUI_SUBFILE = walec.ngc
NGCGUI_SUBFILE = wew.ngc
NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = polkula.ngc
NGCGUI_SUBFILE = gwint.ngc
NGCGUI_SUBFILE = faza_wew.ngc
NGCGUI_SUBFILE = kula.ngc
NGCGUI_SUBFILE = barylki.ngc
NGCGUI_SUBFILE = szlifowanie_wew.ngc
# specify "" for a custom tab page
NGCGUI_OPTIONS = noifra
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
RS274NGC_STARTUP_CODE = G18 G7 G61
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 100000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = tokarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 0.10
MAX_LINEAR_VELOCITY = 25
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 250
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -600
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
# Wygenerowane przez Stepconf o Mon Mar 31 18:13:49 2014
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = tokarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/mm/linuxcnc/nc_files/kody/suby_tokarka
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
LATHE = 1
TKPKG = Ngcgui 1.0
OPEN_FILE = auto.ngc
NGCGUI_FONT = Helvetica -12 normal
NGCGUI_PREAMBLE = start.ngc
NGCGUI_SUBFILE = czop.ngc
NGCGUI_SUBFILE = walec.ngc
NGCGUI_SUBFILE = wew.ngc
NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = polkula.ngc
NGCGUI_SUBFILE = gwint.ngc
NGCGUI_SUBFILE = faza_wew.ngc
NGCGUI_SUBFILE = kula.ngc
NGCGUI_SUBFILE = barylki.ngc
NGCGUI_SUBFILE = szlifowanie_wew.ngc
# specify "" for a custom tab page
NGCGUI_OPTIONS = noifra
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
RS274NGC_STARTUP_CODE = G18 G7 G61
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 100000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = tokarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 0.10
MAX_LINEAR_VELOCITY = 25
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 250
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
MAX_ACCELERATION = 400
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -600
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
- 04 cze 2014, 23:25
- Forum: LinuxCNC (dawniej EMC2)
- Temat: Błędne czytanie programu.
- Odpowiedzi: 10
- Odsłony: 2073
Błędne czytanie programu.
Jak to zwykle u mnie dość ciekawy przypadek.
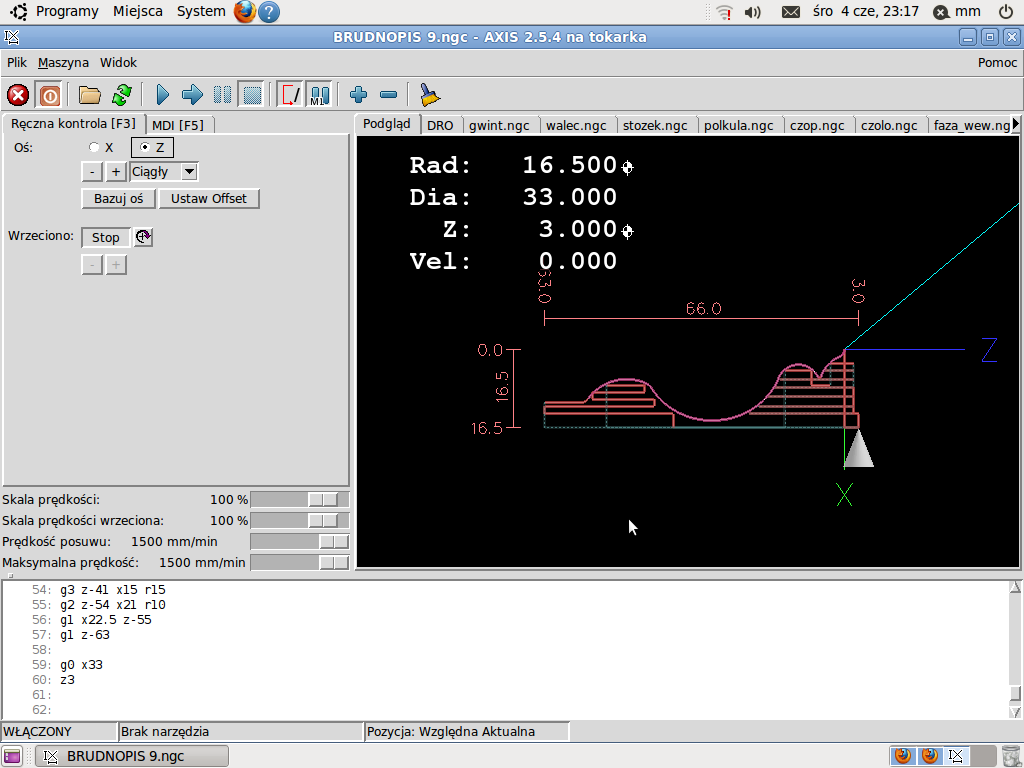
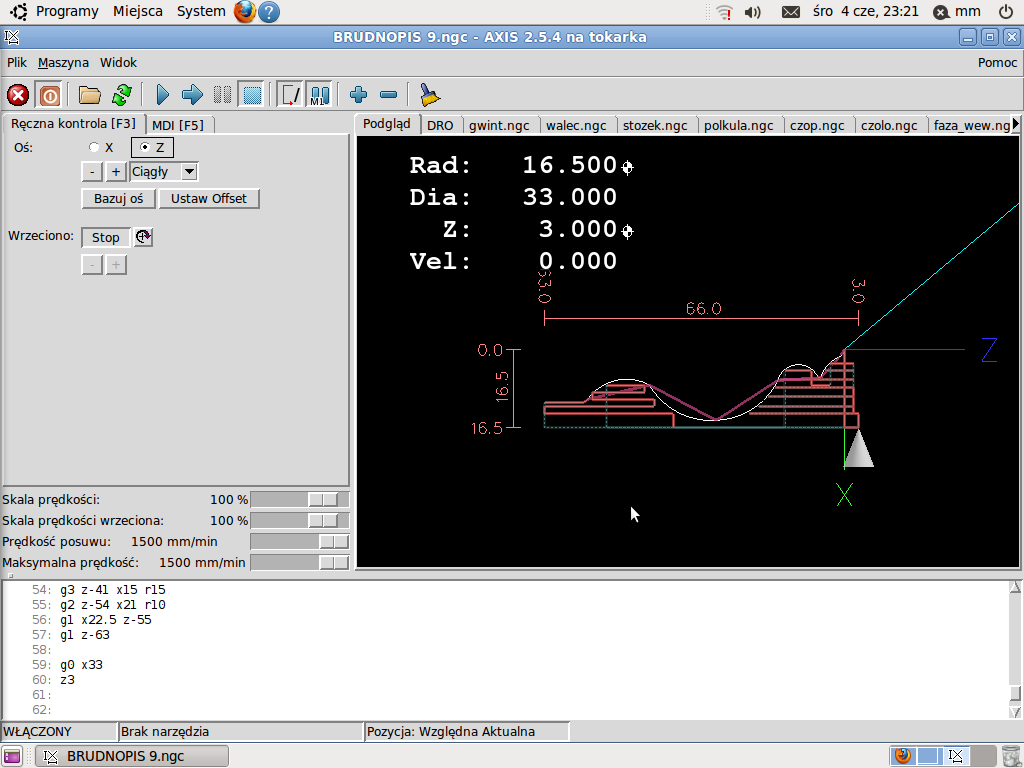
Napisałem prosty programik który za pierwszym razem działa poprawnie ale gdy chcę go powtórzyć to narzędzie porusza się tak że już nie widzi promieni. Po wyłączeniu programu sterującego i jego ponownym uruchomieniu wszystko działa ale tylko za pierwszym razem, pózniej sytuacja się powtarza.
Za pierwszym razem:
i kolejny raz:
I sam programik.....
g0 x33
z3
g1 f200
x27
z-20
g0 z2
g1 x24
z-18
g0 z2
g1 x20
z-16
g0 z2
g1 x 16
z-14.5
g0 z2
x12.5
g1 z-13.5
g0 z2
x9
g1 z-4
g0 z2
x6
g1 z-3
g0 x15
g1 z-7
x9
z-12.5
g0 x33
z-36
g1
x27
z-63
x24
z-40
x21
z-53
x18
z-42
x15
z-50
g0 x33
z3
g1 f300 z0
x0
g3 f150 z-1 x3 r1.5
g2 z-5 x12 r7
g1 z-5.5
g2 z-14 x13 r4.5
g3 z-27 x29.8 r15
g3 z-41 x15 r15
g2 z-54 x21 r10
g1 x22.5 z-55
g1 z-63
g0 x33
z3
m30
Napisałem prosty programik który za pierwszym razem działa poprawnie ale gdy chcę go powtórzyć to narzędzie porusza się tak że już nie widzi promieni. Po wyłączeniu programu sterującego i jego ponownym uruchomieniu wszystko działa ale tylko za pierwszym razem, pózniej sytuacja się powtarza.
Za pierwszym razem:
i kolejny raz:
I sam programik.....
g0 x33
z3
g1 f200
x27
z-20
g0 z2
g1 x24
z-18
g0 z2
g1 x20
z-16
g0 z2
g1 x 16
z-14.5
g0 z2
x12.5
g1 z-13.5
g0 z2
x9
g1 z-4
g0 z2
x6
g1 z-3
g0 x15
g1 z-7
x9
z-12.5
g0 x33
z-36
g1
x27
z-63
x24
z-40
x21
z-53
x18
z-42
x15
z-50
g0 x33
z3
g1 f300 z0
x0
g3 f150 z-1 x3 r1.5
g2 z-5 x12 r7
g1 z-5.5
g2 z-14 x13 r4.5
g3 z-27 x29.8 r15
g3 z-41 x15 r15
g2 z-54 x21 r10
g1 x22.5 z-55
g1 z-63
g0 x33
z3
m30




