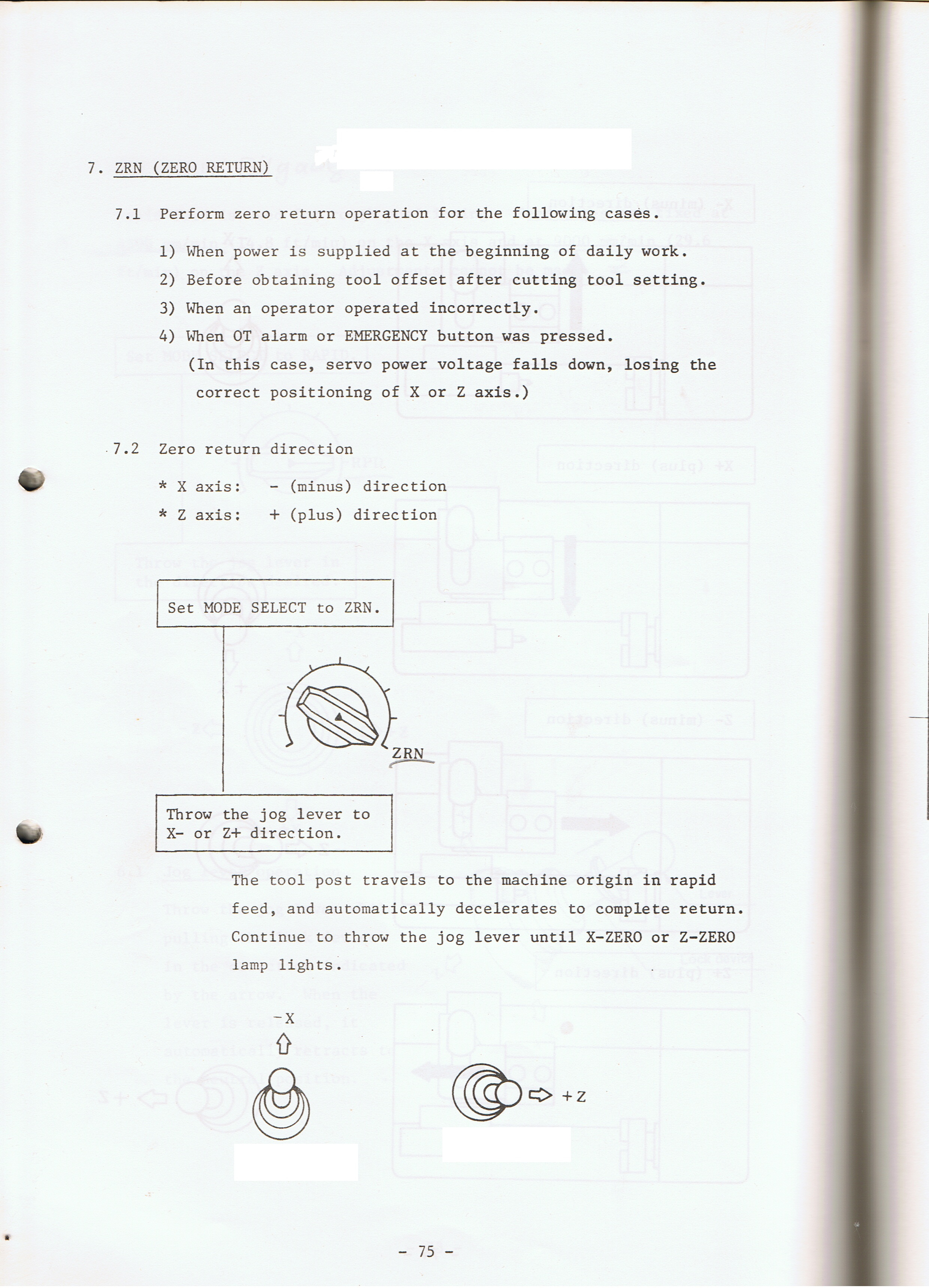
Dokładnie to co kolega rozkminił jest napisane w tej instrukcji. Z instrukcji też wynika, że trzeba to zrobić po włączeniu, e-stopie, alarmach, "kiedy operator operatorował niepoprawnie"blasterpl pisze:Myślę ze kolega ma racje . Z tego co już rozkminilem to po uruchomieniu trzeba najechać każda osia na punkt ( myślę ze jest to Punkt Wyjściowy Obrabiarki patrz rys. ) jest do tego celu opcja ZRN ( zero return ) , po ustawieniu przełącznika MODE w ta pozycje po prostu trzyma się dżojstik w pozycji -X aż os się zatrzyma i zaświeci się dioda X zero . potem tak samo z osia Z tylko kierunek +Z. Ale zauważyłem że po zatrzymaniu osi w tym punkcie licznik zawsze wskazuje jakąś wartość ( nie 0 ) wiec chyba trzeba ręcznie ten licznik wyzerować . Jest do tego przycisk ORIGIN.Pneumokok pisze:. Tutaj chyba tego nie ma i trzeba to robić ręcznie.
(...)
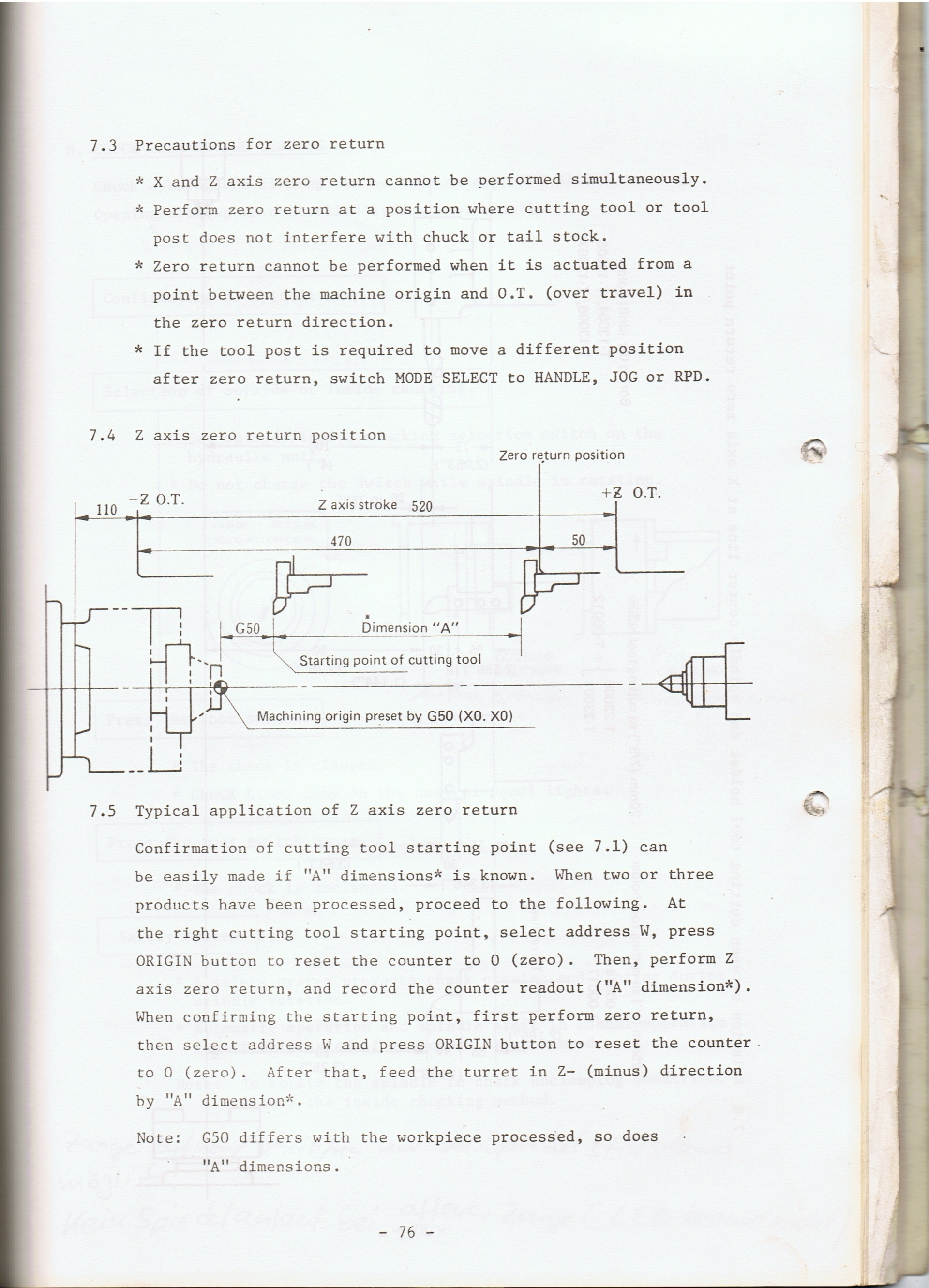
Tu jest coś o ZERO RETUR ( scany z instrukcji ) no ale ja nic z tego nie rozumie
Znaleziono 1 wynik
Wróć do „Tokarka Mori Seiki SL-3B CNC”
- 24 lis 2014, 13:01
- Forum: Toczenie / Tokarki Konwencjonalne
- Temat: Tokarka Mori Seiki SL-3B CNC
- Odpowiedzi: 35
- Odsłony: 8101