



Patrząc na rysunek to kolega utrudnia sobie życie(takie moje zdanie).Po co ustawiać zero na środku jak na rysunku przykładowym jest na narożniku,niepotrzebne przeliczanie wymiarów .
A co do APPR to i tak trzeba zrobić najazd gdzieś tam aby "zjechać" Z-3 i dopiero APPR .
Więc ćwicz,ćwicz.
Tylko myślę że niema co się rozczulać nad jednym przykładem , tylko inny przykład i kolejny a w każdym inne wejście w innym miejscu.
Znaleziono 6 wyników
- 09 lis 2011, 21:34
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
- 08 lis 2011, 20:46
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
A możesz zamieścić rysunek z wymiarami,bo nie wiadomo o co Ci chodzi.Raz w tym miejscu ma być promień a teraz chcesz prostą a w programie masz promien  . A może masz za duże narzędzie a najazd X-45 to za mało daj np.65. A najlepiej zrób tak ,że jeżeli wymiar X-45 jest to maksymalny punkt to dolicz do tej wartości promień narzędzia i taką wartość wpisz w X.
. A może masz za duże narzędzie a najazd X-45 to za mało daj np.65. A najlepiej zrób tak ,że jeżeli wymiar X-45 jest to maksymalny punkt to dolicz do tej wartości promień narzędzia i taką wartość wpisz w X.
a tak może być

o to chodziło?
a tak może być
o to chodziło?
- 07 lis 2011, 21:19
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
Ok. Nie pomogło bo w 7 bloku powinno być Z-2 a nie X-2 , ale to już historia .mocart4 pisze:http://imageshack.us/photo/my-images/190/68407830.jpg/
pozdro
- 07 lis 2011, 18:56
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
- 07 lis 2011, 17:59
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
- 06 lis 2011, 16:57
- Forum: Heidenhain
- Temat: Problem z konturem
- Odpowiedzi: 17
- Odsłony: 2791
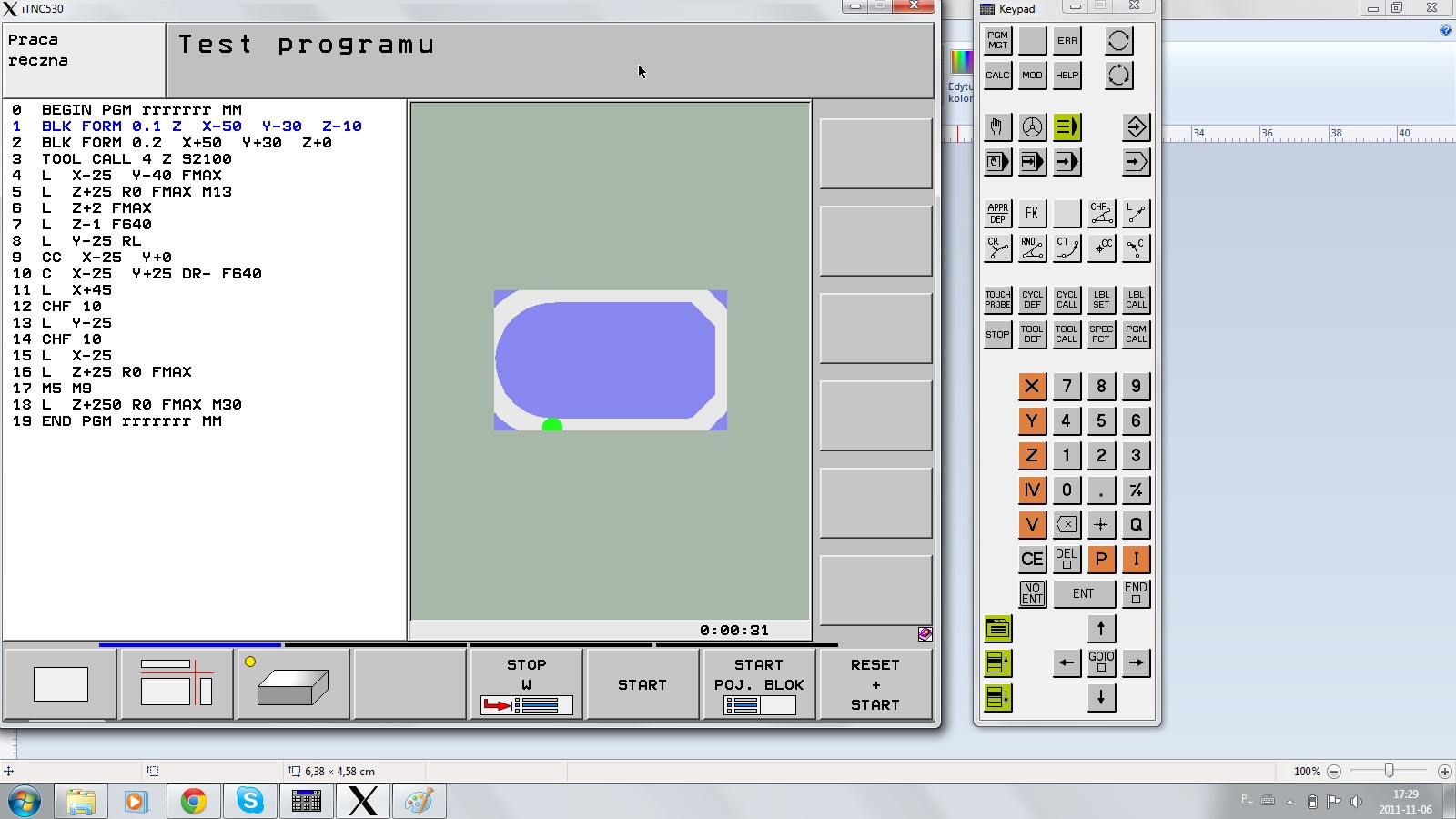
Kontur nie może być zakończony RND.
0 BEGIN PGM rrrrrrr MM
1 BLK FORM 0.1 Z X-50 Y-30 Z-10
2 BLK FORM 0.2 X+50 Y+30 Z+0
3 TOOL CALL 4 Z S2100
4 L X-25 Y-40 FMAX
5 L Z+25 R0 FMAX M13
6 L Z+2 FMAX
7 L Z-1 F640
8 L Y-25 RL
9 CC X-25 Y+0
10 C X-25 Y+25 DR- F640
11 L X+45
12 CHF 10
13 L Y-25
14 CHF 10
15 L X-25
16 L Z+25 R0 FMAX
17 M5 M9
18 L Z+250 R0 FMAX M30
19 END PGM rrrrrrr MM
zero na środku
frez ø8
0 BEGIN PGM rrrrrrr MM
1 BLK FORM 0.1 Z X-50 Y-30 Z-10
2 BLK FORM 0.2 X+50 Y+30 Z+0
3 TOOL CALL 4 Z S2100
4 L X-25 Y-40 FMAX
5 L Z+25 R0 FMAX M13
6 L Z+2 FMAX
7 L Z-1 F640
8 L Y-25 RL
9 CC X-25 Y+0
10 C X-25 Y+25 DR- F640
11 L X+45
12 CHF 10
13 L Y-25
14 CHF 10
15 L X-25
16 L Z+25 R0 FMAX
17 M5 M9
18 L Z+250 R0 FMAX M30
19 END PGM rrrrrrr MM
zero na środku
frez ø8







{kind=link}