



Znaleziono 110 wyników
- 28 sie 2016, 21:41
- Forum: Heidenhain
- Temat: SL-cykle - Cykl 14 - Błąd w programie - symulator TNC 620
- Odpowiedzi: 15
- Odsłony: 1857
- 28 sie 2016, 16:36
- Forum: Heidenhain
- Temat: SL-cykle - Cykl 14 - Błąd w programie - symulator TNC 620
- Odpowiedzi: 15
- Odsłony: 1857
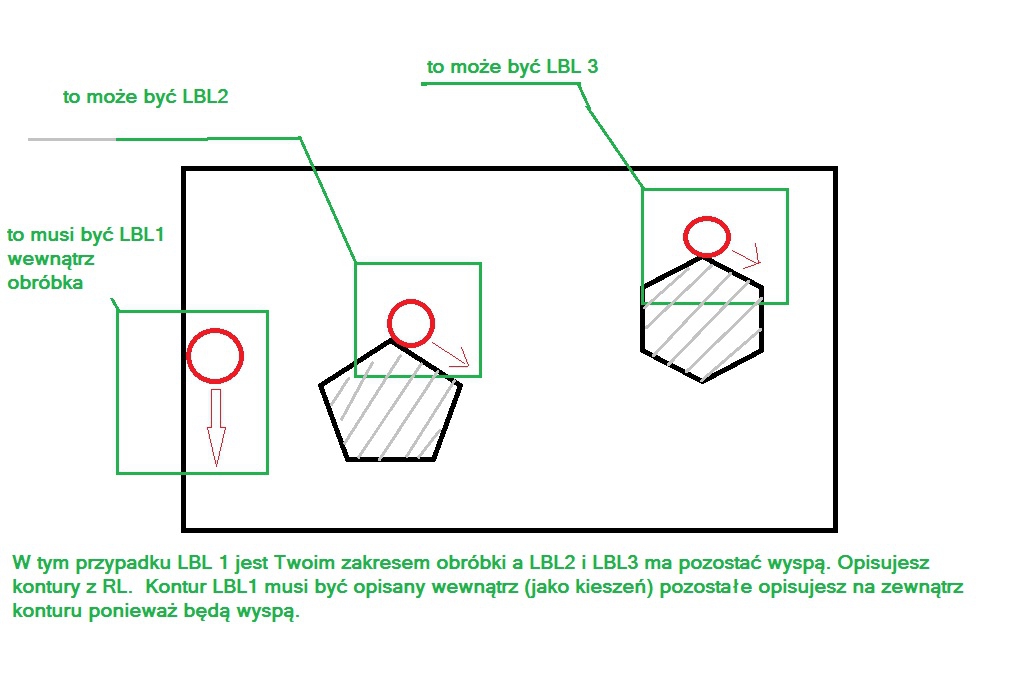
Proszę pobrać ze str. HH tnc guide PL, lub uruchomić w symulatorze helpa i poczytać na temat SL co i jak i z czym. To co kolega zamieścił niema prawa działać. I nie chodzi tu o posuwy i to,że kontur jest większy od blk form, tylko opisane kontury(lbl-e) są w złej kolejności . Pierwszy ma to być kont...
- 23 kwie 2016, 22:06
- Forum: Heidenhain
- Temat: APPR/DEP problem
- Odpowiedzi: 7
- Odsłony: 1629
- 14 kwie 2016, 19:45
- Forum: Heidenhain
- Temat: Heidenhain TNC 407/415 - dwie bazy
- Odpowiedzi: 13
- Odsłony: 2814
- 03 kwie 2016, 17:44
- Forum: Heidenhain
- Temat: Interpolacja kołowa 3 axis
- Odpowiedzi: 6
- Odsłony: 1050
- 03 kwie 2016, 13:14
- Forum: Heidenhain
- Temat: Interpolacja kołowa 3 axis
- Odpowiedzi: 6
- Odsłony: 1050
- 01 kwie 2016, 17:24
- Forum: Heidenhain
- Temat: Bład Korekcji promienia narzedzia w cyklu SL
- Odpowiedzi: 8
- Odsłony: 2085
Proponuje LBL-e (obydwa) przenieść za blok M30, a w LBL2 jeszcze wstaw funkcje M99. I jak już przeniesiesz LBL2 to po cyklu 252 wstaw LBL CALL 2. W LBL 1 w tym przypadku wystarczy RL w pierwszym bloku a F... jest zbędne a zwłaszcza FMAX. Jeżeli LBL1 zostwisz w tym miejscu gdzie jest to "maszyna" po ...
- 29 mar 2016, 20:45
- Forum: Heidenhain
- Temat: Bład Korekcji promienia narzedzia w cyklu SL
- Odpowiedzi: 8
- Odsłony: 2085
- 25 lut 2016, 20:01
- Forum: Heidenhain
- Temat: Programowanie z panelu
- Odpowiedzi: 9
- Odsłony: 1068
taki lekki opis 0 BEGIN PGM wierce MM 1 BLK FORM 0.1 Z X-100 Y-100 Z-100 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 CYCL DEF 7.0 PUNKT BAZOWY 4 CYCL DEF 7.1 X+0 5 CYCL DEF 7.2 Y+0 6 CYCL DEF 7.3 Z+0 7 * - FREZ fi 20 8 TOOL CALL 2 Z S1800 ;FREZ FI 20 9 L Z+300 R0 F700 M3 M8 10 CYCL DEF 200 WIERCENIE ~ Q200=+2 ...
- 25 lut 2016, 19:09
- Forum: Heidenhain
- Temat: Programowanie z panelu
- Odpowiedzi: 9
- Odsłony: 1068
Tak jest lepiej 0 BEGIN PGM wierce MM 1 BLK FORM 0.1 Z X-100 Y-100 Z-100 2 BLK FORM 0.2 X+100 Y+100 Z+0 3 CYCL DEF 7.0 PUNKT BAZOWY 4 CYCL DEF 7.1 X+0 5 CYCL DEF 7.2 Y+0 6 CYCL DEF 7.3 Z+0 7 * - FREZ fi 20 8 TOOL CALL 2 Z S1800 ;FREZ FI 20 9 L Z+300 R0 F700 M3 M8 10 CYCL DEF 200 WIERCENIE ~ Q200=+2 ...





