



Pomogło, dzięki wielkie.marmagi pisze:
zrób z D01 Do1
Znaleziono 4 wyniki
- 10 lis 2011, 17:29
- Forum: G-CODE - programowanie
- Temat: frezowanie w pętli
- Odpowiedzi: 14
- Odsłony: 5548
- 08 lis 2011, 16:10
- Forum: G-CODE - programowanie
- Temat: frezowanie w pętli
- Odpowiedzi: 14
- Odsłony: 5548
tak naisałem ten program wzorując sie na tym programie:WZÓR pisze: Możesz pokazać Jego program i detal do którego go pisał?
... domyślam się , że swój pisałeś wzorując na programie programisty.
program frezuje przelotowy otwór fi93 w środku kwadratowego pręta 140mm. Zaczyna od Z4 a kończy na Z-144.T2 M6
G54 G0 XO YO M3 S1200
G0 G43 Z50 X0 Y0 H2 D2
M18
#1 =1
#2 =148
#3 =0,25
#4 =93
G0 G41 X-[#4/2] Y0
G1 Z4 F500
WHILE[#1LE#2] D01
G91
G3 X[#4] Z-[#3] R[#4/2] F3840
G3 X-[#4] Z-[#3] R[#4/2] F3840
G3 X[#4] Z-[#3] R[#4/2] F3840
G3 X-[#4] Z-[#3] R[#4/2] F3840
#1 =#1+1
END1
G90 G40 G1 X0 Y0 F500
G1 Z100
G53 Y0
M30
- 07 lis 2011, 20:11
- Forum: G-CODE - programowanie
- Temat: frezowanie w pętli
- Odpowiedzi: 14
- Odsłony: 5548
W offsetach wszystko jest okey, jest wpisany promień 26 dla narzędzia 2 . Ale nie tu jest błąd ponieważ w programie nie używam kompensacja promienia narzędzia (g41 czy g42). D2 użyte na początku programu wpisałem po to aby zobaczyć jak to wygląda na symulacji.
Natomiast w tym bloku wpisałem D01 ponieważ tak zrobił programista który mi pokazywał ten cykl. Wpisał w tym miejscu D01 mimo tego że używał narzędzia nr 2 i kompensacji D2...?WHILE[#1LE#2] D01
- 07 lis 2011, 16:26
- Forum: G-CODE - programowanie
- Temat: frezowanie w pętli
- Odpowiedzi: 14
- Odsłony: 5548
frezowanie w pętli
Witam.
Od bardzo nie dawna zacząłem się bawić w programowanie maszyn i mam problem z napisaniem programu na wyfrezowanie takiej półki jak na rysunku poniżej.
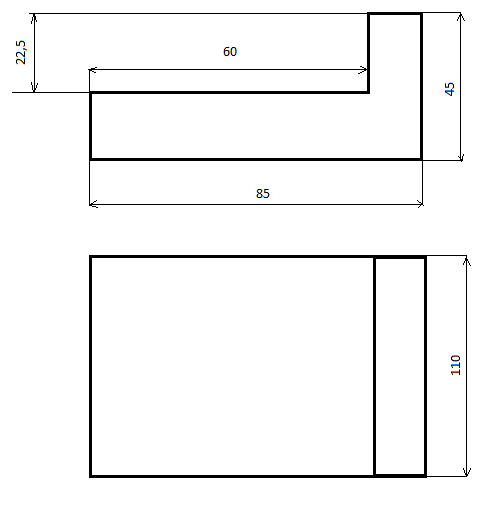
Materiałem do zrobienia tego elementu jest klocek o wymiarach 110*85*45
bardzo często zdarzają mi się tego typu prace i chce sobie ułatwić prace tego typu cyklem. Jednak kiedy odpaliłem ten program w maszynie wyświetlił mi się komunikat:
Nieprawidłowa komenda WHILE.
napisałem na to taki program:
T2 M6 (głowica fi52)
G54 G0 X0 Y-40 M3 S980
G0 G43 Z50 X0 Y-40 H2 D2
M8
#1 =1
#2 =23 (głęb. skraw.)
#3 =0,5 (aP)
#4 =4 (1 pozycja w x)
#5 =34 (2 pozycja w x)
#6 =145 (skrawanie w y)
#7 =
G0 X[#4] Y-30
G1 Z0 F2000
WHILE[#1LE#2] D01 - czy ktoś może mi powiedzieć co oznacza d01 w tym miejscu?
G91
G1 Y[#6] F3500
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
G1 Y[#6]
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
#1 =#1+1
END1
G90 G0 Z0
G0 X[#5]
WHILE[#1LE#2] D01
G91
G1 Y[#6] F3500
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
G1 Y[#6]
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
#1 =#1+1
END1
G0 Z100
G53 Y0
M30
Ten sposób pisania cykli pokazał mi ostatnio programista uruchamiający nową maszynę w firmie w której pracuje ale coś chyba pomyliłem... Czy może ktoś sprawdzić mój program i powiedzieć gdzie jest błąd? Maszyna jest na Fanuc seria 0i model D
Od bardzo nie dawna zacząłem się bawić w programowanie maszyn i mam problem z napisaniem programu na wyfrezowanie takiej półki jak na rysunku poniżej.
Materiałem do zrobienia tego elementu jest klocek o wymiarach 110*85*45
bardzo często zdarzają mi się tego typu prace i chce sobie ułatwić prace tego typu cyklem. Jednak kiedy odpaliłem ten program w maszynie wyświetlił mi się komunikat:
Nieprawidłowa komenda WHILE.
napisałem na to taki program:
T2 M6 (głowica fi52)
G54 G0 X0 Y-40 M3 S980
G0 G43 Z50 X0 Y-40 H2 D2
M8
#1 =1
#2 =23 (głęb. skraw.)
#3 =0,5 (aP)
#4 =4 (1 pozycja w x)
#5 =34 (2 pozycja w x)
#6 =145 (skrawanie w y)
#7 =
G0 X[#4] Y-30
G1 Z0 F2000
WHILE[#1LE#2] D01 - czy ktoś może mi powiedzieć co oznacza d01 w tym miejscu?
G91
G1 Y[#6] F3500
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
G1 Y[#6]
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
#1 =#1+1
END1
G90 G0 Z0
G0 X[#5]
WHILE[#1LE#2] D01
G91
G1 Y[#6] F3500
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
G1 Y[#6]
G0 Z[#3]
G0 Y-[#6]
G0 Z-[3*2]
#1 =#1+1
END1
G0 Z100
G53 Y0
M30
Ten sposób pisania cykli pokazał mi ostatnio programista uruchamiający nową maszynę w firmie w której pracuje ale coś chyba pomyliłem... Czy może ktoś sprawdzić mój program i powiedzieć gdzie jest błąd? Maszyna jest na Fanuc seria 0i model D






