Witam po przerwie w tym temacie.
Miałem trochę wolnego czasu i wróciłem do tematu tastera. Jak pisałem, był problem z mocowaniem go do wrzeciona frezarki. Taster jest do dużych frezarek, a ja chciałem go zastosować do mojej. Z racji tego że uchwyt tastera jest fi 20mm to pasowała by tulejka morsa zewnętrznie M4 z otworem fi 20. Przeszukałem internet ale takiej nie znalazłem.
Jeśli nie ma to trzeba zrobić. Założyłem od początku że tulejka będzie z duralu. Powinna być dobra gdyż nie będzie brać udział w obróbce a tylko do ustalenia krawędzi obrabianego materiału. Pasowanie z początku miałem zamiar robić we wrzecionie frezarki. Okazało się to nie wygodne. Znalazłem na OLX w pobliżu do sprzedania tulejkę 5/4 dość tanio.
Zakupiłem i przystąpiłem do prac. Po przycięciu odpowiedniego wałka, zamocowałem go w uchwycie tokarki i wywierciłem otwór fi 19,75mm.


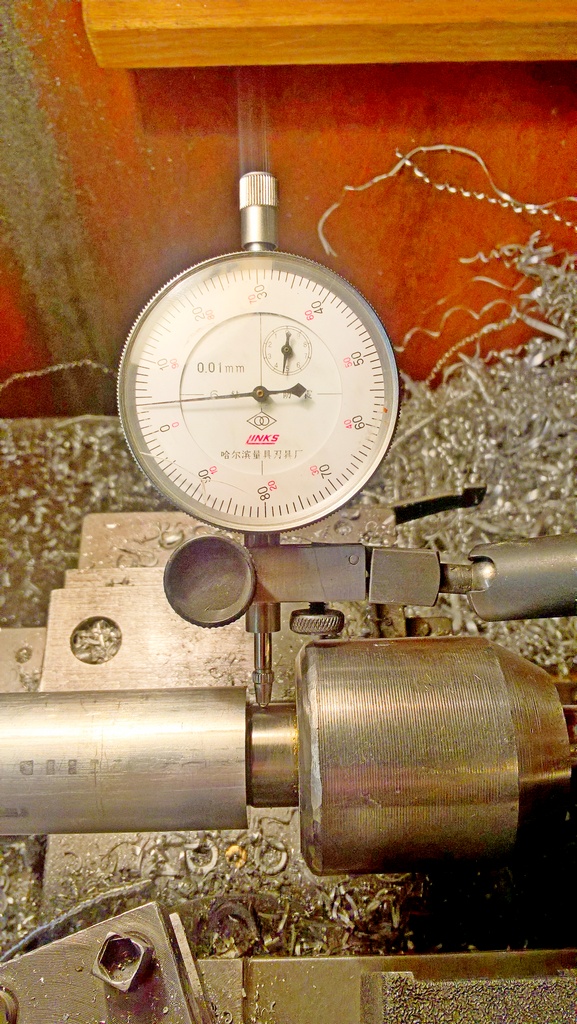
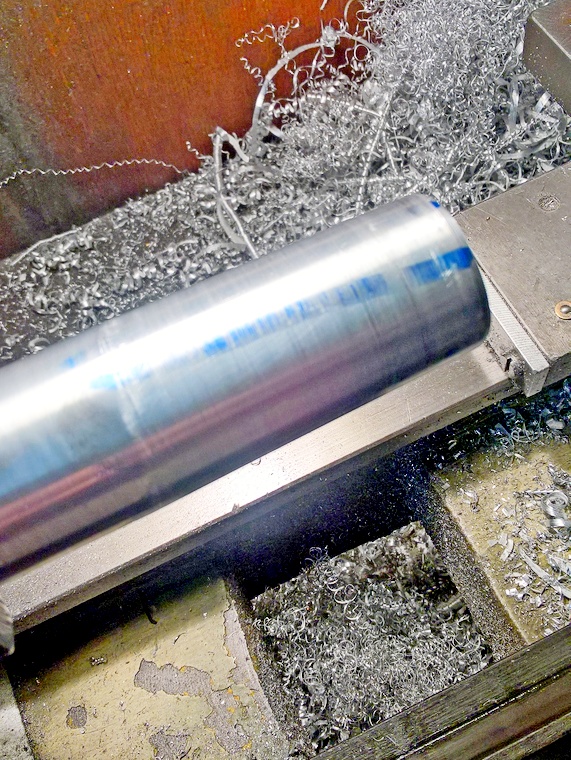
Otwór w wykonanej tuli rozwierciłem na 20H7. Zamocowałem pręt fi 20mm na plusie, do uchwytu tokarki i go przetoczyłem pod otwór w tulei. Tuleję nasunąłem na pręt i podparłem kłem. Czujnikiem ustawiłem najmniejsze bicie na kle.

Następnie ustawiłem na oko kąt imaka z nożem by uzyskać stożek morsa w przybliżeniu. Zbierałem materiał małym wiórem i pasowałem do zakupionej tulei 5/4. Gdy już powierzchnie stożków zaczęły przylegać, to użyłem flamastra jako tuszu.
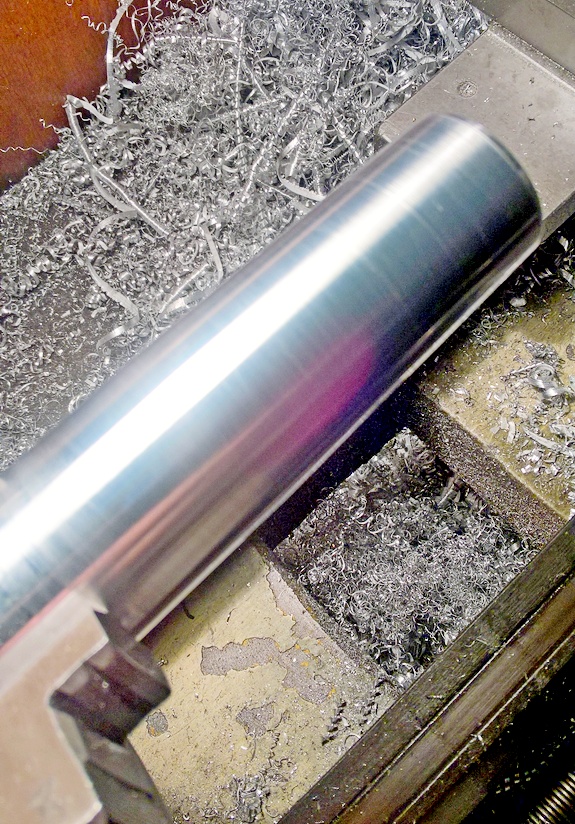
Po stwierdzeniu że przyleganie jest wystarczające wygładziłem powierzchnię. Następnie rozwierciłem początek tulei rozwiertakiem 20H8. Po to by końcówka uchwytu była pasownie w otworze a drugi koniec ten przy obudowie czujnika miał delikatny luz. W tulei od przodu wywierciłem i nagwintowałem 3 otwory M5 i wkręciłem śruby do kalibracji.


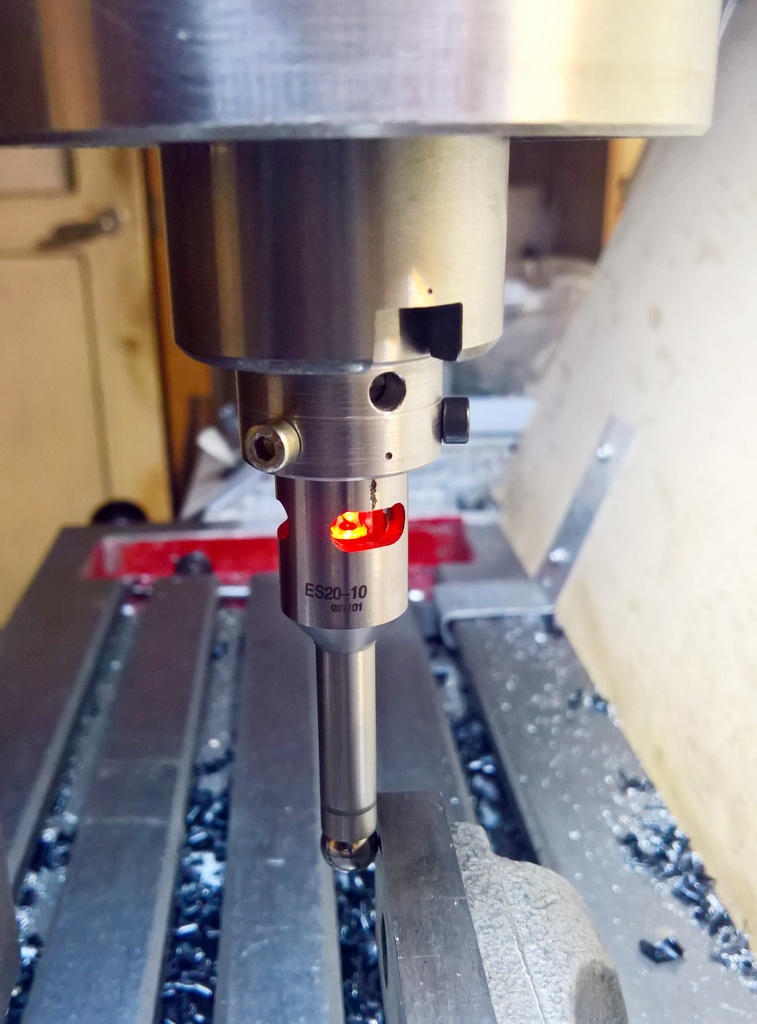
Zamocowałem taster w gnieździe wrzeciona frezarki a do końcówki przyłożyłem czujnik zegarowy. Pokręcając wrzecionem i dokręcając lub wykręcając śruby regulacyjne w tulei starałem się uzyskać najmniejsze bicie.
Po wielu próbach doszedłem do 0.02mm. Czyli 0.01mm na stronę.


Poznaczyłem położenie tastera w stosunku do wrzeciona gdyż ma też małe bicie. Następnie sprawdziłem czy się zgadza wynik na tasterze z wynikiem na podziałce pokrętła stołu. I tu się pojawił błąd rzędu 0.5mm na stronę.
Ponieważ końcówkę tastera dorobiłem na widzi mi się. Ale na szczęście kulka była na plusie. Średnica 5mm. Przy tej długości końcówki i średnicy kulki wystarczyło zmniejszyć średnicę do 4mm. Zaś ostrożnie powoli zmniejszałem średnicę kulki do 4mm. I tu uzyskałem pokrywanie się wyników.

By być pewnym zamocowałem w imadle maszynowym płytkę wzorcową 4mm i dosuwając końcówkę (kulkę) najpierw z jednej strony potem z drugiej uzyskałem zero na skali tastera. Moim zdaniem wynik uzyskałem dobry przy założeniu że sama frezarka nie jest bardzo dokładna, a to co na niej wykonuję to mieści się spokojnie w dzięsiętnych częściach milimetra. To by było tyle.