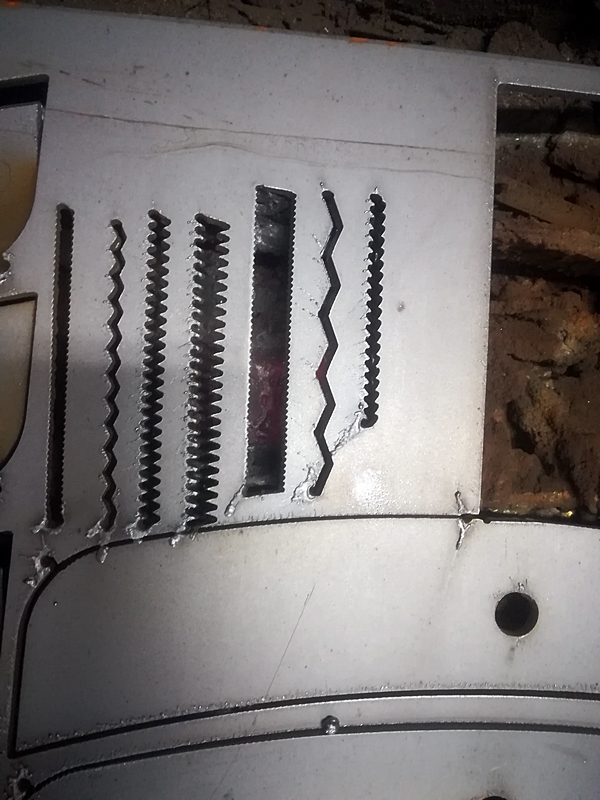
Co mi wyszło - chcę narazie zrealizować (napisać samemu) kod na ruch w przeciwnym kierunku - skoro tamten kod jechał w kierunku Y+ to ten chce w kierunku X+
Niestety nie dodaje kolejnych przesunięć osi X...
Straciłem cierpliwość
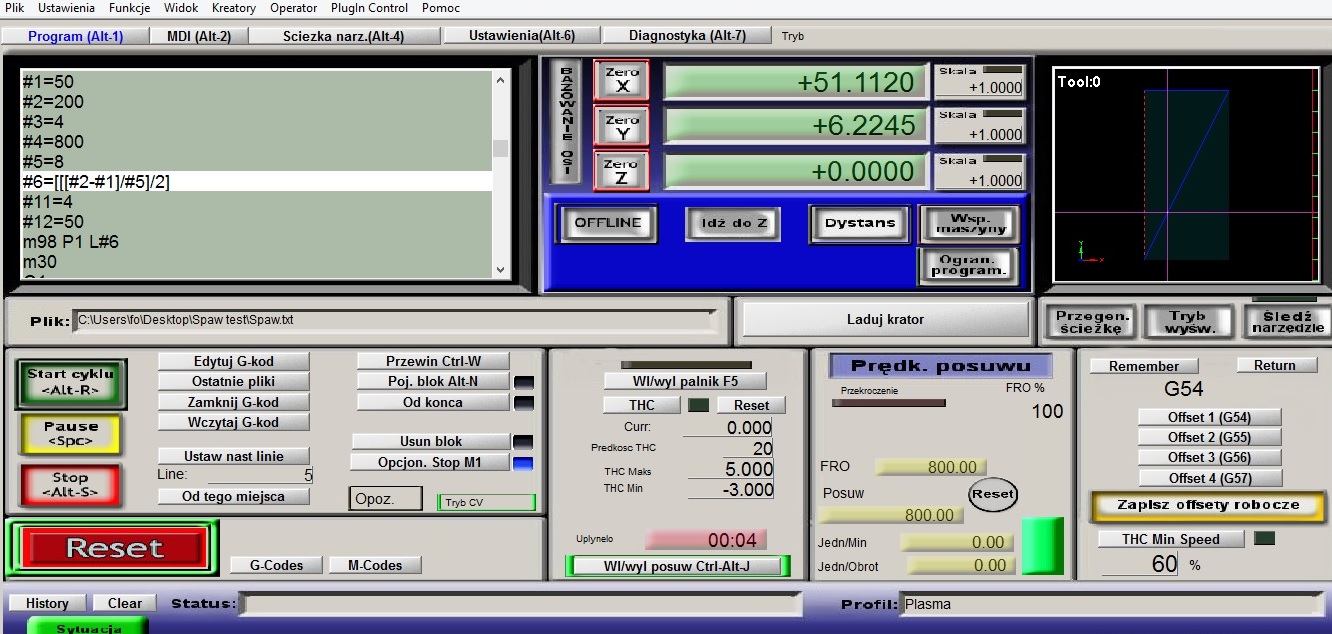
#1=0 ( X start )
#2=20 ( X end )
#3=2 ( szer spawu )
#4=200 ( prędkość F )
#5=2 ( gęstość spawu )
#6=[[[#12-#11]/#3]/2]
#11=0 ( Y start )
#12=200 ( Y end )
g0 x#11 y#1
m98 P2 L#6
m30
O2
F#4
g1 x[#1+#5] y[#11+#3]
#1=[#11+#3]
g1 x[#11+#3] y#11
#1=[#11+#3]
m99
Do czego służy zapis #6=[[[#12-#11]/#3]/2] - co on wylicza bo nie mogę rozgryźć a dużo zmienia.
Tutaj kolego bardzo chętnie ale zostawię to sobie jak choć trochę ogarnę pisanie kodu zmiennej...
Macie poradnik albo coś podobnego który tłumaczy zasadę działania lub liczenia tego? Jaki zapis co wprowadza? Gdzie można tego się nauczyć bo bez wiedzy podstawowej to kiepsko - szukałem na necie ale nie bardzo wiem czy dobrze czytam
Do tej pory obsługiwałem tylko Plazmę i prasę krawędziową ale tam nie ma takiego programowania...