



Panowie więc tak:
1. Matryca została wyszlifowana i wypolerowana, zaokraglone zostały wierzchołki V,
2. Stempel również został przeszlifowany i wypolerowany, zaokraglilem również delikatnie szpic
Efekty:
Zarysowania nadal są ale już tylko śladowe - bez ingerencji w ocynk (wcześniej wyczuwalne zadziory) teraz delikatny ślad. Element został położony na zewnątrz specjalnie w sobotę i do dziś nie ma nalotu na śladach więc jest o niebo lepiej. Druga sprawa ze poprawiła się jakość i prostoloniowosc gięcia - idealnie czysta matryca wolna od nalotu rdzy (leżała ok pół roku na zewnątrz).
Dziś spróbuję jeszcze położyć "coś" pod materiał giety i zobaczymy efekt.
Co do kompensacji osi Y - chyba faktycznie zrobimy osobno żeby łatwiej sterować "dogieciem" po którejś stronie.
Znaleziono 5 wyników
Wróć do „dobór matrycy do blachy- krawędziarka”
- 13 mar 2017, 08:51
- Forum: Obróbka plastyczna
- Temat: dobór matrycy do blachy- krawędziarka
- Odpowiedzi: 27
- Odsłony: 20339
- 10 mar 2017, 09:02
- Forum: Obróbka plastyczna
- Temat: dobór matrycy do blachy- krawędziarka
- Odpowiedzi: 27
- Odsłony: 20339
Wiem ze inaczej rozwiązuje się sprawy w "garażu" a inaczej w fabryce ale pytam o co innego - czy warto zmontować osobno korektę dla Y1 i Y2 czy jest na tyle mało używana taka korekta ze wystarczy jedno sterowanie osiY?
Jak to się ma podczas użytkowania - jeśli jest to bardzo często potrzebne to lepiej od razu zrobić osobno Y a jeśli nie to spinamy na sztywno oba ograniczniki osi Y?
Jak byście polecali?
Jak to się ma podczas użytkowania - jeśli jest to bardzo często potrzebne to lepiej od razu zrobić osobno Y a jeśli nie to spinamy na sztywno oba ograniczniki osi Y?
Jak byście polecali?
- 06 mar 2017, 22:01
- Forum: Obróbka plastyczna
- Temat: dobór matrycy do blachy- krawędziarka
- Odpowiedzi: 27
- Odsłony: 20339
Jak by to powiedzieć ale 15 Euro za 1mb taśmy to nie tak mało 
Zwłaszcza że gniemy też blachy 3mm a przy nich już szybciej się zużyje taśma niż przy 1mm.....
Z drugiej strony patrząc to za rolkę 30mb za 315 Euro tj ok 1350zł jesteśmy w stanie znaleźć kogoś kto nam wyfrezuje nowy rowek na 8mm pod cienkie blaszki a miejsce w matrycy jest
Rozchodzi się głównie o to iż szukam taniego sposobu ponieważ prasa jest zakupiona używana oraz wykonana rzemieślniczo więc taśmy po ok 1tys zł odpadają....
W tym tyg będziemy jeszcze dokonywać usprawnień maszyny więc i po matrycy też przejdziemy - na początek stępimy ostre krawędzie V a jak nie to spróbujemy z tańszą taśmą lub podkładką gumową.
Nie zależy nam na idealnej dokładności - gniemy elementy dla siebie więc lekki błąd czy odchyłka jest dopuszczalna.
Pytanie jeszcze jedno:
Wspomnieliście o korekcie osi Y - jak macie to rozwiązane - w sensie - zmiana powoduje zmiany siłowniku Y1 i Y2 czy macie też możliwość dodatkowej korekty między Y1 i Y2 jeśli np nie dogina z jednej strony?
Będziemy właśnie zakładać sterowanie i zastanawiam się czy spiąć oba siłowniki pod jedną oś czy wykorzystać dwie osie sterownika na każdy siłownik?
Zwłaszcza że gniemy też blachy 3mm a przy nich już szybciej się zużyje taśma niż przy 1mm.....
Z drugiej strony patrząc to za rolkę 30mb za 315 Euro tj ok 1350zł jesteśmy w stanie znaleźć kogoś kto nam wyfrezuje nowy rowek na 8mm pod cienkie blaszki a miejsce w matrycy jest
Rozchodzi się głównie o to iż szukam taniego sposobu ponieważ prasa jest zakupiona używana oraz wykonana rzemieślniczo więc taśmy po ok 1tys zł odpadają....
W tym tyg będziemy jeszcze dokonywać usprawnień maszyny więc i po matrycy też przejdziemy - na początek stępimy ostre krawędzie V a jak nie to spróbujemy z tańszą taśmą lub podkładką gumową.
Nie zależy nam na idealnej dokładności - gniemy elementy dla siebie więc lekki błąd czy odchyłka jest dopuszczalna.
Pytanie jeszcze jedno:
Wspomnieliście o korekcie osi Y - jak macie to rozwiązane - w sensie - zmiana powoduje zmiany siłowniku Y1 i Y2 czy macie też możliwość dodatkowej korekty między Y1 i Y2 jeśli np nie dogina z jednej strony?
Będziemy właśnie zakładać sterowanie i zastanawiam się czy spiąć oba siłowniki pod jedną oś czy wykorzystać dwie osie sterownika na każdy siłownik?
- 02 mar 2017, 07:37
- Forum: Obróbka plastyczna
- Temat: dobór matrycy do blachy- krawędziarka
- Odpowiedzi: 27
- Odsłony: 20339
Od Stempla nie ma śladu właśnie lecz tylko od dolnej matrycy - zastanawia mnie czy szerokość nie ma dużego wpływu bo do 1mm powinien być rowek ok 8mm a my mamy 25mm i żeby zgiąć 90st to musi ją dość dużo "wciągnąć" w matrycę... Na początek wypolerujemy matrycę i stepimy ostre górne zakonczenia V. Dodatkowo myślę że spróbujemy podklejac taśma malarska albo czymś podobnym.
Wiem że ślad jest zawsze ale chodzi o jego zminimalizowanie na tyle aby nie uszkadzalo warstwy cynku....
Wiem że ślad jest zawsze ale chodzi o jego zminimalizowanie na tyle aby nie uszkadzalo warstwy cynku....
- 01 mar 2017, 21:08
- Forum: Obróbka plastyczna
- Temat: dobór matrycy do blachy- krawędziarka
- Odpowiedzi: 27
- Odsłony: 20339
Koledzy mam pytanie do bardziej doświadczonych...
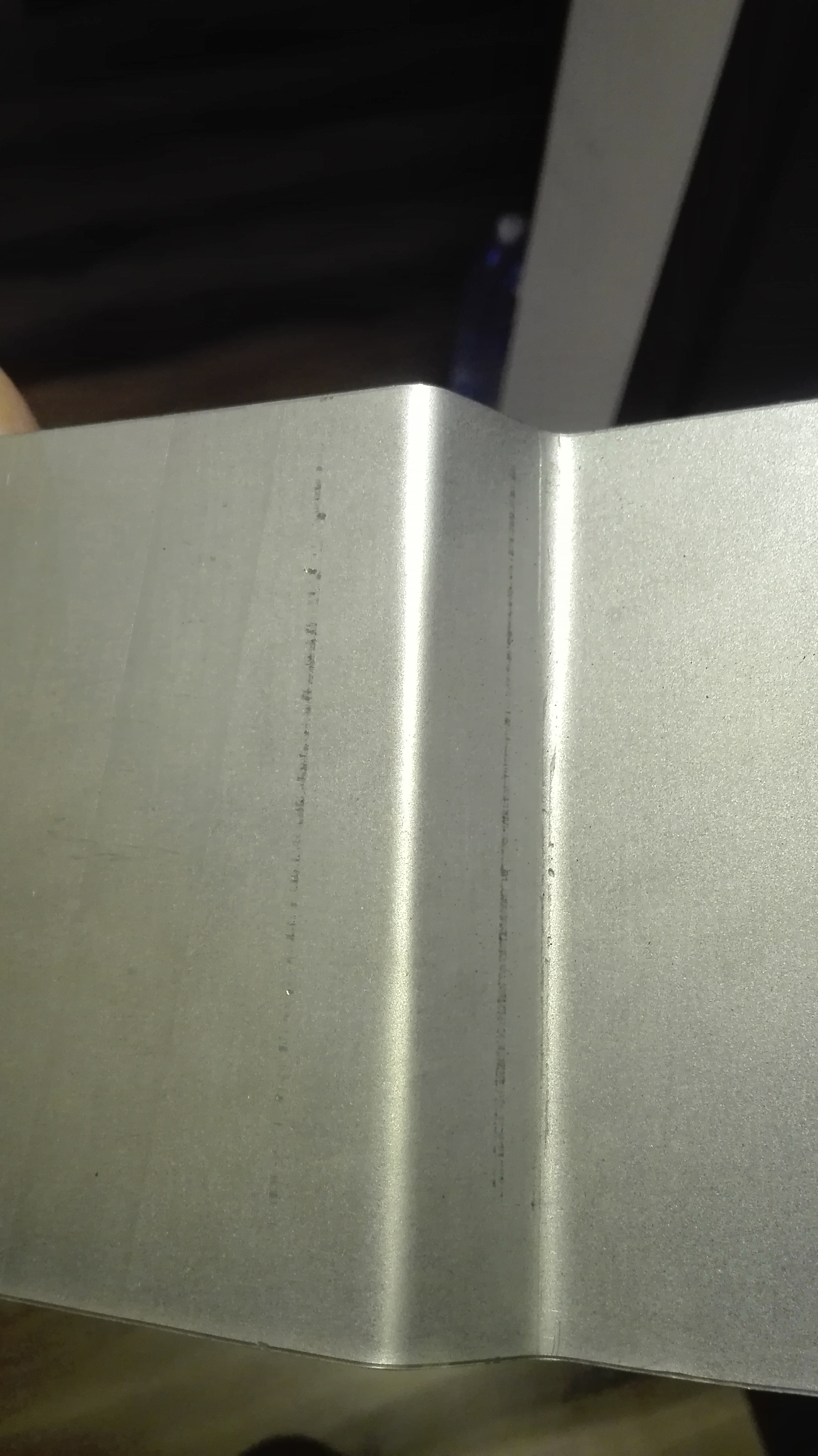
Zaginamy blache DX51D + Z275 gr 1mm na prasie krawedziowej i z racji iż mamy matryce wielorowkowa ale tylko jeden rowek jest V i to V25 (gniemy głównie 3mm i 1mm) reszta rowków jest okrągła lub prostokatna pod wytloczki (taką juz kupiliśmy prasę z narzędziami) pojawia się problem rysowania detalu od matrycy na tyle iż zdziera warstwe ocynku i po kilku dniach na zewnątrz pokrywa się tam nalotem rdzy...
Gniemy długie elementy tzn od min 1,3 - 3 metrów i na całej lini widać rysy od dolnej matrycy. Kąty 45 i 90st.
Czy jest sposób na ograniczenie tego domowym sposobem - czy to ze matryca ma ostre narożniki górne tak jakby szpice litery V będzie główną przyczyną? Myślimy szlifierka oscylacyjna stepic wierzchołki tylko czy to pomoże?
Poniżej zdjęcie o co dokładnie chodzi....
Proszę o pomoc
Zaginamy blache DX51D + Z275 gr 1mm na prasie krawedziowej i z racji iż mamy matryce wielorowkowa ale tylko jeden rowek jest V i to V25 (gniemy głównie 3mm i 1mm) reszta rowków jest okrągła lub prostokatna pod wytloczki (taką juz kupiliśmy prasę z narzędziami) pojawia się problem rysowania detalu od matrycy na tyle iż zdziera warstwe ocynku i po kilku dniach na zewnątrz pokrywa się tam nalotem rdzy...
Gniemy długie elementy tzn od min 1,3 - 3 metrów i na całej lini widać rysy od dolnej matrycy. Kąty 45 i 90st.
Czy jest sposób na ograniczenie tego domowym sposobem - czy to ze matryca ma ostre narożniki górne tak jakby szpice litery V będzie główną przyczyną? Myślimy szlifierka oscylacyjna stepic wierzchołki tylko czy to pomoże?
Poniżej zdjęcie o co dokładnie chodzi....
Proszę o pomoc






