Dzięki za uznanie
wieslawbarek, uczę się pilnie. G-kody przypominają mi język LOGO z dzieciństwa (bawiłem się tym wieki temu na moim 8-bitowym Atari

). Wstawię jeszcze raz ten program z opisem co chciałem uzyskać, bo coś nie łapie zmian, które kolega
wieslawbarek proponuje. Łap mocujących nie będzie, bo złapie to mocowanie podciśnieniowe. Dlaczego piszecie, że walę w stół, czy nie można wyzerować maszyny na materiale? Z0 to powierzchnia materiału, Z-5 to stół.
/Parametry wejściowe dla programu:
#100=2 (ilość w Y)
#101=2 (ilość w X)
#102=2 (odstep między elementami)
#103=2 (średnica freza)
#104=23.4 (średnica elementu)
#105=[#104+#102+2*#103] (obliczenie odstępu z uwzględnieniem średnicy freza)
/W trybie pozycjonowania absolutnego jadę:
G00 Z10 - 10 do góry
G00 X0 Y0 - i na punkt 0,0 (który ustawiam przy pierwszej frezowanej formatce)
(tu włączę wrzeciono M coś tam - muszę sprawdzić)
G00 Z-10 - zjazd do materiału (byłem na 10 teraz jadę do 0)
G91 - teraz pozycjonowanie inkrementalne
M98 P110L#100 - uruchamiam podprogram #100 razy, który wycina #101 razy element jeden za drugim
M30
o110 (wycinanie #101 serii wzdluz osi X)
(#101 - ilość elementów wzdluz osi X)
(#105 - odstęp między elementmi)
M98 P100L#101 - wywołuję podprogram cięcia elementu #101 razy
G00 X[-1*#105*#101] Y#105 - po wycięciu #101 elementów cofam się na początek
w osi X - ilość elementów x obliczone na początku
przesunięcie, a w osi Y przesuwam się o to przesunięcie
m99
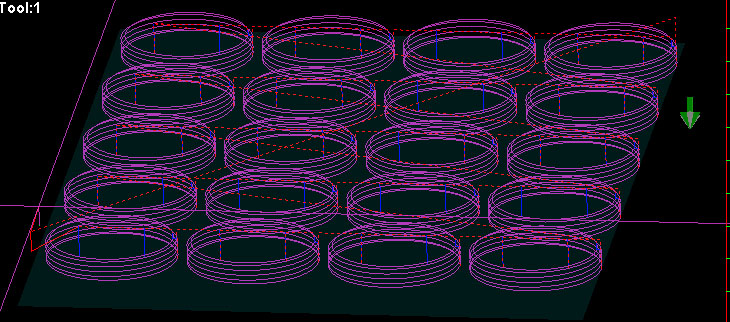
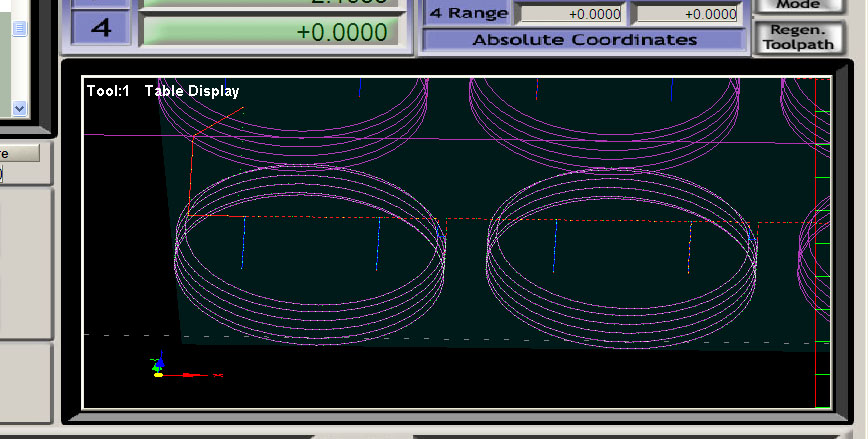
O100 (wycinanie elementu właściwego z korekcją średnicy freza)
G81 x[5.35] y0 Z-5 R1 - pierwszy otwór 5.35 od krawiędzi
G81 x[12.7] y0 Z-5 R1 - następny 12.7
G80
G00 X[5.35-0.8+#103/2] y0 - przesuwam się do krawędzi -0.8+R freza czyli nad pierwszy okrąg do wycięcia
G00 Z-0.8 - zjeżdżam szybko nad materiał
G01 Z-1.2 - ruchem roboczym jadę 0.2 i 1mm w materiale
(okrąg R10.9 Z0)
G02 I[-10.9-#103/2] J0 Z0 - tnę okrąg większy o średnicę freza
G01 X0.8 - przesuwam się o 0.8 nad drugi okrąg (średnica freza już uwzględniona po poprzednim cyklu)
(frezuje 4 okręgi każdy z zejściem 1mm z uwzględnieniem średnicy freza - może wystarczą 2 po 2mm - wyjdzie w praniu)
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
G02 I[-11.7-#103/2] J0 Z-1
(odcięcie końcówki z dna )
G02 I[-11.7-#103/2] J0 Z0
G00 Z6 - wyjazd 1 mm nad materiał
G00 x[#105-#104-#103/2] - przesunięcie na pozycję następnego elementu z korektą średnicy freza
M99
%
P.S.: Poprawiłem kilka błędów wymiarowych, ale nie były one związane z "waleniem w stół"