



Nie nie kolejna, modyfikacja poprzedniej konstrukcji do małej, zgrabnej maszynki. Wcześniejsza rama była poprostu za duża, za ciężka, za toporna i ciężko było w moich warunkach ją dzwigać.
Teraz jest mniejsza, do mniejszych elementów. Ale i tak całkiem masywna wyszła.
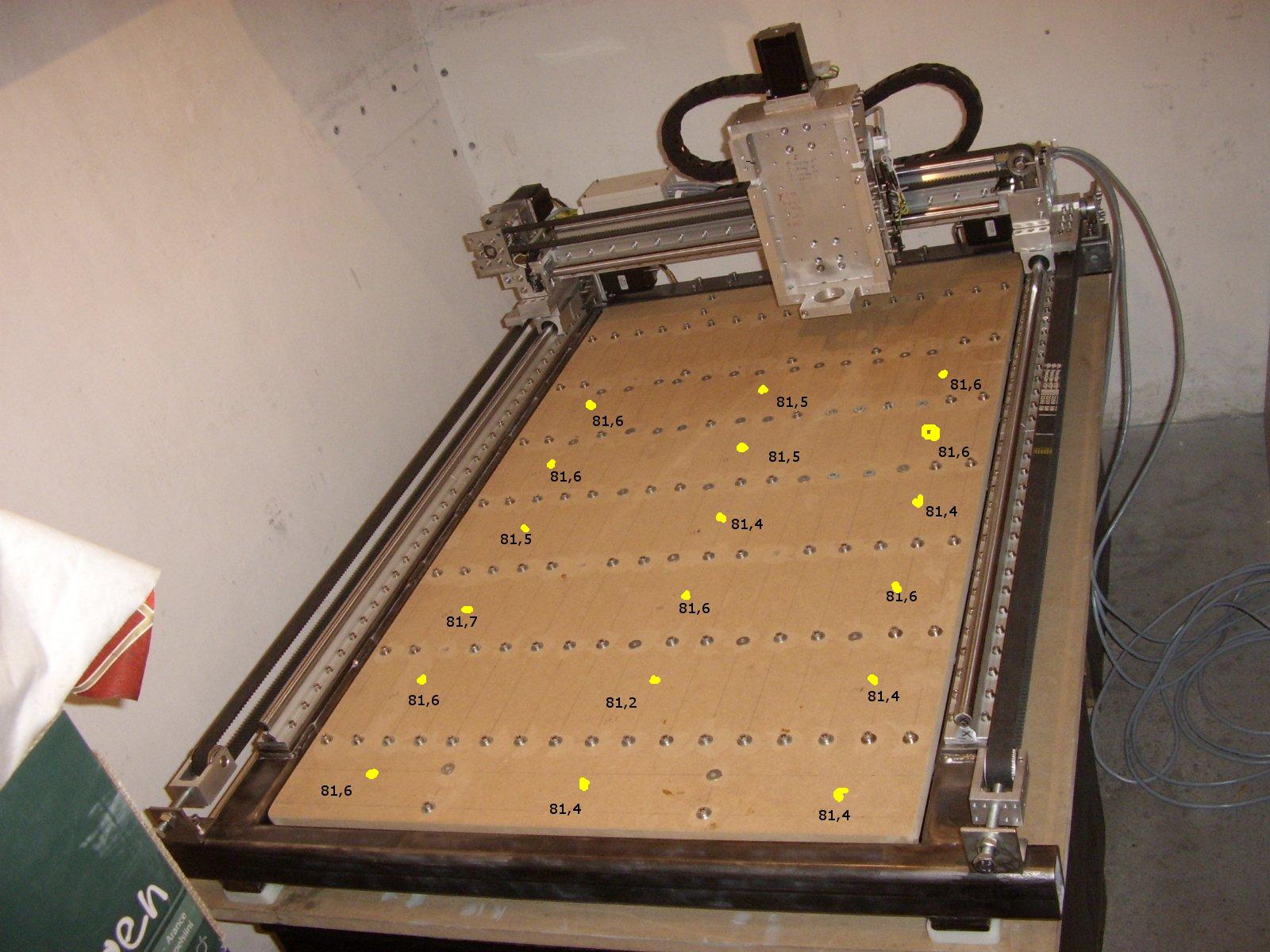
Otworki to są gwinty do mocowania osprzętu, a mianowicie w wypełnieniu ramy 40x40 do mocowania blatu z hdfu oraz blatu dodatkowego do mocowania półfabrykatów do wycinania.
Wzdłuż dwóch najdłuższych ramieni - do mocowania płaskownika aluminiowego pod wałki oraz mocowania podpór wałków. Gwinty na jednym końcu po obu stronach służą do mocowania zespołu silnika z wałkiem i kołem zębatym, natomiast na drugim końcu układ napinacza pasa. Jest ich tyle ze względu, że przewiduje się mocowania pasa w dwóch położeniach - na zewnątrz wałków podpartych oraz wewnątrz wałków podpartych.
maciek
Znaleziono 11 wyników
Wróć do „Robienie Frezarki od A do Z”
- 07 mar 2012, 15:54
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
- 06 mar 2012, 19:24
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
Pójdzie na marne. Lepiej dospawać, przykręcić po spawaniu jakiś płaskownik i dopiero później rzeźbić - ja wolę dokręcić. Zawsze jest szansa coś poproawić niż coś zniszczyć. Nie jestem zwolennikiem rzeźbienia na samej ramie. Ja do spwojej dokręcę jakieś płaskowniki aluminiowe pod podpory wałków, które będę rzeźbił pilnikiem wrazie czego.
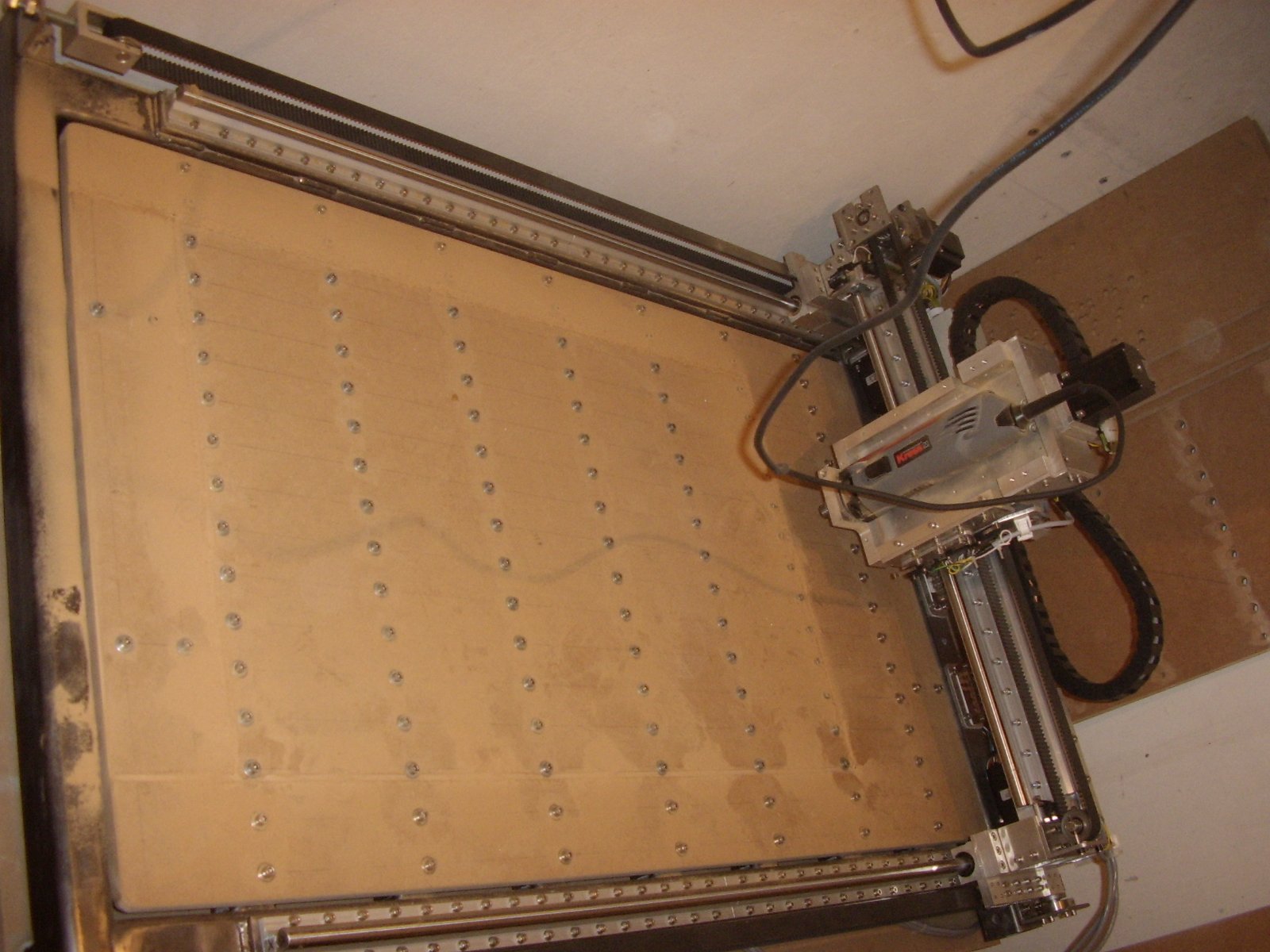
Poniżej zamieszczam moją nową ramę. Dziś zrobiłem pierwsze odpuszczanie spoin po spawaniu opalarką na 570 stopni (1800W). Każdy spaw został wygrzany do temperatury że podczas dotknięcia ręką można się poparzyć. Jakaś to metoda z braku laku jednak jest bo zauważyłem znaczącą poproawę. Myślę, że tak tydzień pod rząd codziennie i jakieś odpuszczanie powinno być. Reszte zrobi się samo, a za jakiś czas poprawię poprostu jeden wałek i powinno być OK.
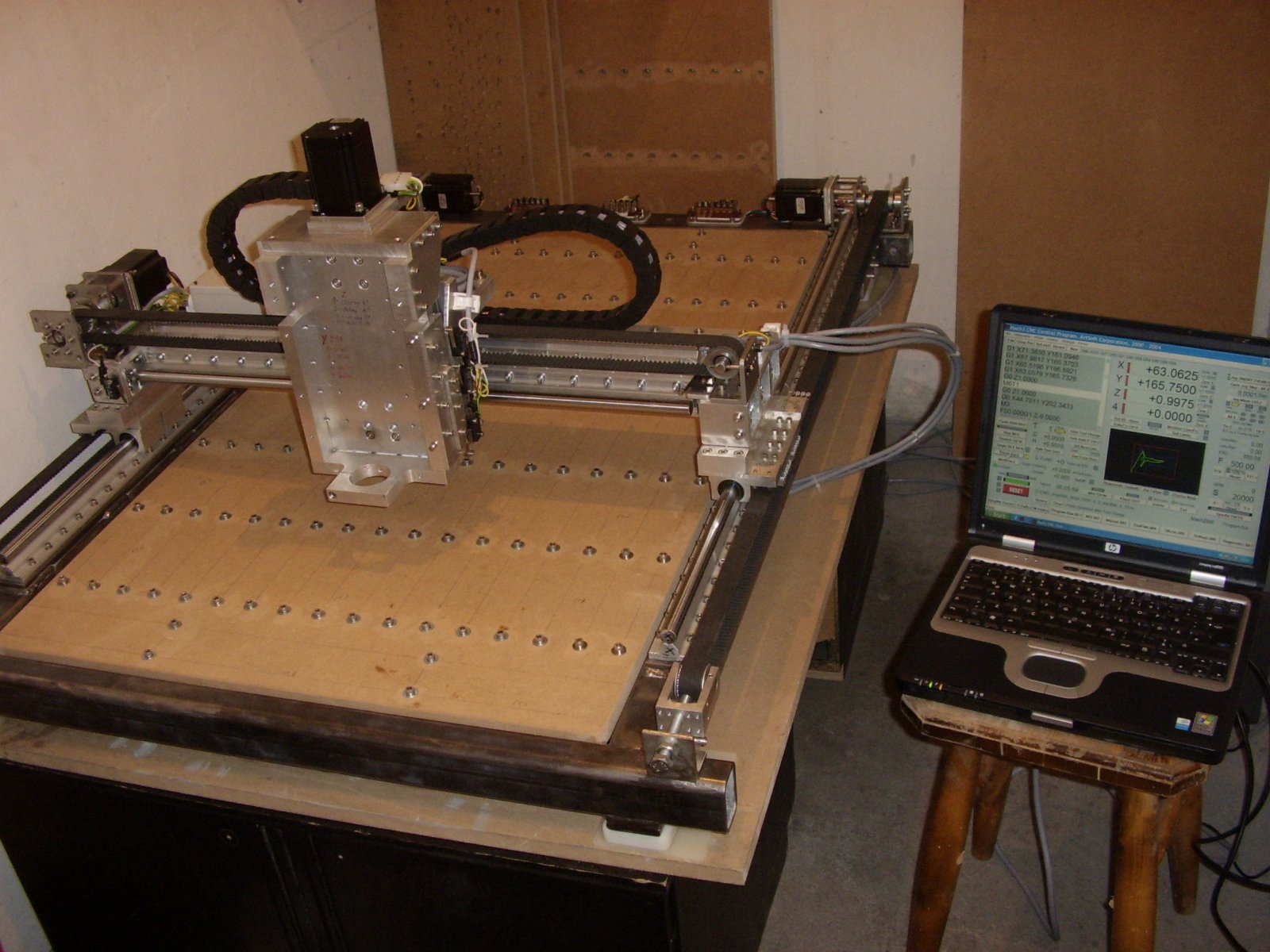
Ponieważ, ktoś mnie prosił zamieszczam jako przykład moją ramę, jak wygląda. gabaryt 840x600, profile 60x40x5 oraz 40x40x5. Będzie to maszynka z jeżdzącą ramą na pasach.


maciek
Poniżej zamieszczam moją nową ramę. Dziś zrobiłem pierwsze odpuszczanie spoin po spawaniu opalarką na 570 stopni (1800W). Każdy spaw został wygrzany do temperatury że podczas dotknięcia ręką można się poparzyć. Jakaś to metoda z braku laku jednak jest bo zauważyłem znaczącą poproawę. Myślę, że tak tydzień pod rząd codziennie i jakieś odpuszczanie powinno być. Reszte zrobi się samo, a za jakiś czas poprawię poprostu jeden wałek i powinno być OK.
Ponieważ, ktoś mnie prosił zamieszczam jako przykład moją ramę, jak wygląda. gabaryt 840x600, profile 60x40x5 oraz 40x40x5. Będzie to maszynka z jeżdzącą ramą na pasach.
maciek
- 05 mar 2012, 19:48
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
- 01 mar 2012, 20:44
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
Myślę że ten profil 100x50 nie zda egzaminu, Kolega najpierw zobaczy jak taki profil wygląda geometrycznie. Nie ma opcji tak zamontować poproawnie obok siebie dwóch wałków i to wszystko ustawić równo. No chyba że kolega tam przyspawa płaskownik (płaskowniki)) i to wspólnie obrobi. Inaczej nie wyobrażam sobie ustawić tam dobrze łożyska pod zetkę.
Maciek
Dziś zmontowałem moją ramę do spawania, wygląda ładnie, równo zmontowana, ale powoli nabieram negatywnych wrażeń czy uda się dobrze ustawić wałki do surowego profila - mojego akurat 60x40x5 zimnogięty, tak aby łożyska (belka suportu Y) ładnie ślizgała się bez oporów. Pożyjemy - zobaczymy, ale na cód nie liczę, dlatego piszę koledze że obok siebie dwa wałki to chyba się nie uda bez płaskownika i planowania. U mnie rozstaw podpór będzie 550 mm a i tak to ciężko widzę.
[ Dodano: 2012-03-01, 20:47 ]
PS. wkońcu jestem w stanie sam dzwignąć ramę Nawet jak dołożę wałki i silniki powinienem dać radę
Nawet jak dołożę wałki i silniki powinienem dać radę  Ale i tak wyszła dość ciężka - z 25-30 kilo ma
Ale i tak wyszła dość ciężka - z 25-30 kilo ma 
[ Dodano: 2012-03-04, 18:50 ]
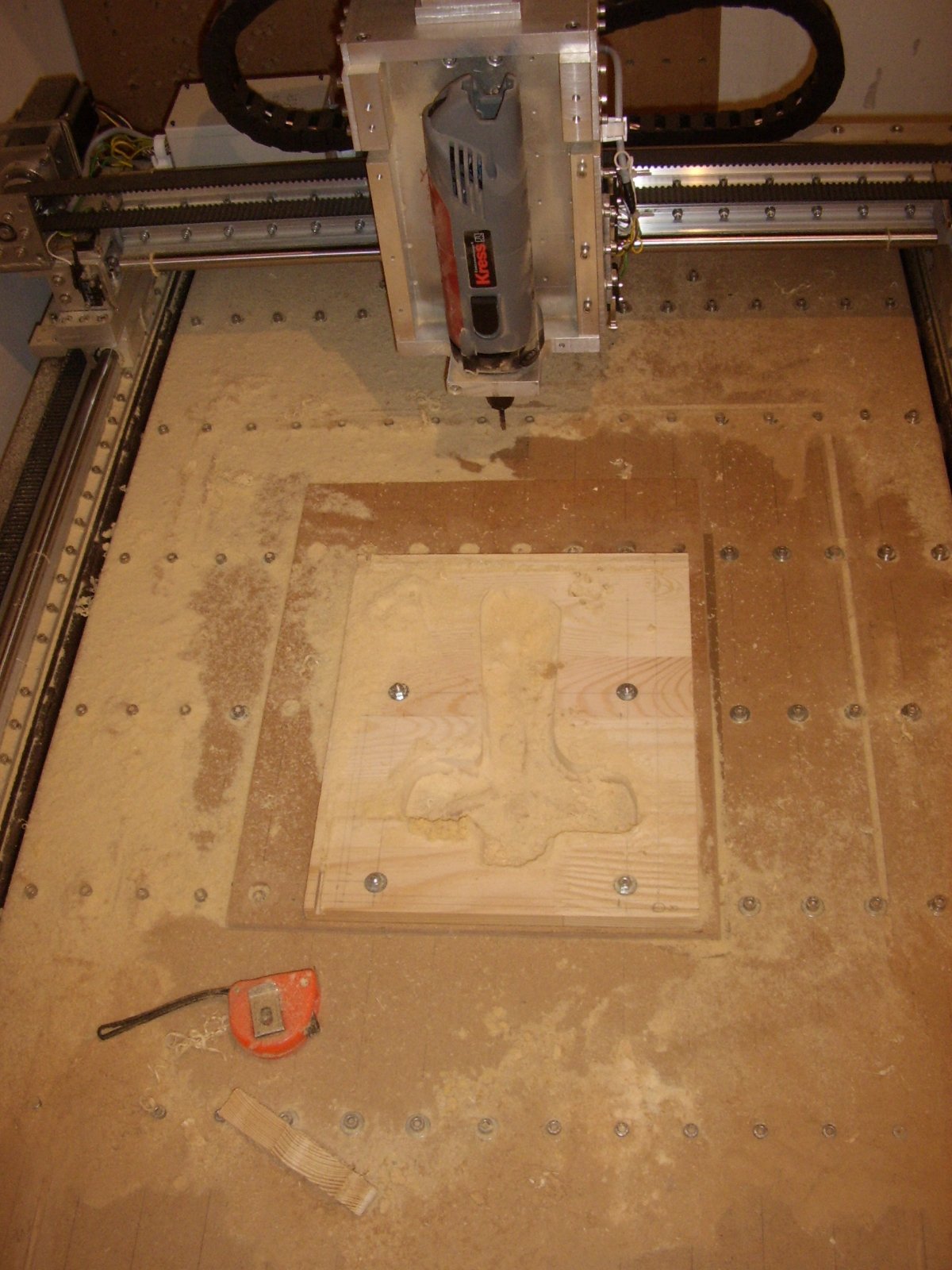
Rama pospawana, spawacz we własnej osobie Satysfakcja gwarantowana, nawet mi przetopy po oszlifowaniu spoin końcowych wyszły. Półautomatem nie jest tak straszanie, w dwie ręce rączka i jazda. Trochę sobie facjatę napromieniowałem bo niestety amator aby było równo musi patrzeć przez szybkę wstępną o mniejszej ciemności. Ale jest OK.
Co zauważyłem w porównaniu do mojej wcześniejszej ramy z profili gorącowalcowanych 60x60x6,3 w stosunku do zimnogiętych 60x40x5 - trzeba będzie zastosować jakieś przekładki aluminiowe pod wałkami, silnikami itd. bo hałas wibracji w profilu jest znacznie większy. Będzie dzwonić.
maciek
Maciek
Dziś zmontowałem moją ramę do spawania, wygląda ładnie, równo zmontowana, ale powoli nabieram negatywnych wrażeń czy uda się dobrze ustawić wałki do surowego profila - mojego akurat 60x40x5 zimnogięty, tak aby łożyska (belka suportu Y) ładnie ślizgała się bez oporów. Pożyjemy - zobaczymy, ale na cód nie liczę, dlatego piszę koledze że obok siebie dwa wałki to chyba się nie uda bez płaskownika i planowania. U mnie rozstaw podpór będzie 550 mm a i tak to ciężko widzę.
[ Dodano: 2012-03-01, 20:47 ]
PS. wkońcu jestem w stanie sam dzwignąć ramę
[ Dodano: 2012-03-04, 18:50 ]
Rama pospawana, spawacz we własnej osobie
Co zauważyłem w porównaniu do mojej wcześniejszej ramy z profili gorącowalcowanych 60x60x6,3 w stosunku do zimnogiętych 60x40x5 - trzeba będzie zastosować jakieś przekładki aluminiowe pod wałkami, silnikami itd. bo hałas wibracji w profilu jest znacznie większy. Będzie dzwonić.
maciek
- 26 lut 2012, 15:21
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
- 25 lut 2012, 20:49
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
- 25 lut 2012, 20:46
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
Ja skręcam do spawania, a potem ramę spawaną. Coś solidnego i kawał porządnego żelastwa, a skręcanie ramy to na moje jest lipa, wszystkie połączenia są cierne i nie dają takiej pewności jak solidna rama spawana.
W sprawie wózków i prowadnic to nie wiem o jakie tajemnice może chodzić. Proszę sprecyzować.
maciek
W sprawie wózków i prowadnic to nie wiem o jakie tajemnice może chodzić. Proszę sprecyzować.
maciek
- 25 lut 2012, 20:20
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
50x50x5, i proponuję szukać 100x50x5 (6). Ścianki poniżej 5 mm nie pozwolą na zrobienie jakichś rąsodnych gwintów np. M5 do przykręcania. Jeśli chodzi o profile to polecam w jednej płaszczyźnie całą ramę, wtedy nie ciągnie przy spawaniu i łatwo taką ramę przygotować. |Ja mam 60x40x5 oraz wypełnienie w w środku 40x40x5.
maciek
maciek
- 25 lut 2012, 19:59
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
PS. wcześniejszą konstrukcję miałem skręcaną z profili kwasoodpornych i aluminowych, może kolega zobaczyć tu:
http://chomikuj.pl/habit_m/CNC
Później przyszedł czas na stal, oczywiście okazało się że dałęm za dużo stali:


A terasz kolej na ostateczną wersję, coś mniejszego, coś uprostrzonego, ale generalnie wygląd jak te moje wcześniejsze konstrukcje, z tym że rama wielkości 840 x 600 mm. Paski, zetka alumnium naśrubie i śmiaga.....
pozdrowiam
ps. jak śmiga na paskach, może kolega zobaczyć na tych filmikach na chomiku, - tam była konstrukcja cienkich profili kwasoodpornych i alumniniowych skręcana, lub jeszcze tu:
A spawana konstrukcja jest tu:
http://chomikuj.pl/habit_m/CNC
Później przyszedł czas na stal, oczywiście okazało się że dałęm za dużo stali:
A terasz kolej na ostateczną wersję, coś mniejszego, coś uprostrzonego, ale generalnie wygląd jak te moje wcześniejsze konstrukcje, z tym że rama wielkości 840 x 600 mm. Paski, zetka alumnium naśrubie i śmiaga.....
pozdrowiam
ps. jak śmiga na paskach, może kolega zobaczyć na tych filmikach na chomiku, - tam była konstrukcja cienkich profili kwasoodpornych i alumniniowych skręcana, lub jeszcze tu:
A spawana konstrukcja jest tu:
- 25 lut 2012, 19:32
- Forum: Frezarka - konstrukcja metalowa
- Temat: Robienie Frezarki od A do Z
- Odpowiedzi: 29
- Odsłony: 9331
Niestety stalowe nie są równe, ale wałki to nie szyny i w sumie łożyska mają całkiem sporo luzu. Przy pierwszej konstrukcji miałem profil 60x60x6,3 gorącowalcowany, ale musiałem dospawać pod wałki płaskownik stalowy, na to aluminiowy.
Teraz mam zimno gięty 60x40x5 i widzę że wymiarowo jest gorzej niż ten gorącowalcowany wcześniejszy. Ale robię konstrukcję uproszczoną bo moje doświadczenia z wałkami wykazują, że się nie ma co napinać. Tak więc będzie pogwintowany profil, na to płaskownik aluminiowy 4 mm jako przekładka a na to podpory wałków. Jeżeli dokładność okaże się za mała, wtedy aby nie ciągnąć konstrukcji przy spawaniu - rama nie powinna mi pociągnąć, bo spoiny daje tylko w pionach, poziome gną ramę - wtedy dam jeszcze jeden płaskownik aluminiowy ale tym razem grubszy, który porzeźbię pilnikiem do wyprowadzenia płaszczyzny pod wałek.
I to starczy. Dla pasków i tak nie ma co się napinać i robić rojs rojsa. Polecam,
maciek
Teraz mam zimno gięty 60x40x5 i widzę że wymiarowo jest gorzej niż ten gorącowalcowany wcześniejszy. Ale robię konstrukcję uproszczoną bo moje doświadczenia z wałkami wykazują, że się nie ma co napinać. Tak więc będzie pogwintowany profil, na to płaskownik aluminiowy 4 mm jako przekładka a na to podpory wałków. Jeżeli dokładność okaże się za mała, wtedy aby nie ciągnąć konstrukcji przy spawaniu - rama nie powinna mi pociągnąć, bo spoiny daje tylko w pionach, poziome gną ramę - wtedy dam jeszcze jeden płaskownik aluminiowy ale tym razem grubszy, który porzeźbię pilnikiem do wyprowadzenia płaszczyzny pod wałek.
I to starczy. Dla pasków i tak nie ma co się napinać i robić rojs rojsa. Polecam,
maciek






