



Przykładałem czujnik zegarowy do X później do Y i szarpałem mocno ręką. Odchylenia jakie się pojawiały to ok 0.02 mm spowodowane raczej sztywnościa całej konstrukcji, ponieważ czujnik wracał zawsze do 0.
Silnik raczej nie gubi kroków ponieważ jakość obróbki jest ok. Gdyby gubił raczej przy 10mm głebokości frezowania już by go nie było.
Czy czasy szerokosci impulsów mogą tutaj mieć wpływ?
Znaleziono 2 wyniki
Wróć do „Frezarka bramowa niska dokładność obróbki”
- 22 sty 2018, 17:43
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka bramowa niska dokładność obróbki
- Odpowiedzi: 2
- Odsłony: 1614
- 22 sty 2018, 17:18
- Forum: Frezarka - konstrukcja metalowa
- Temat: Frezarka bramowa niska dokładność obróbki
- Odpowiedzi: 2
- Odsłony: 1614
Frezarka bramowa niska dokładność obróbki
Witam,
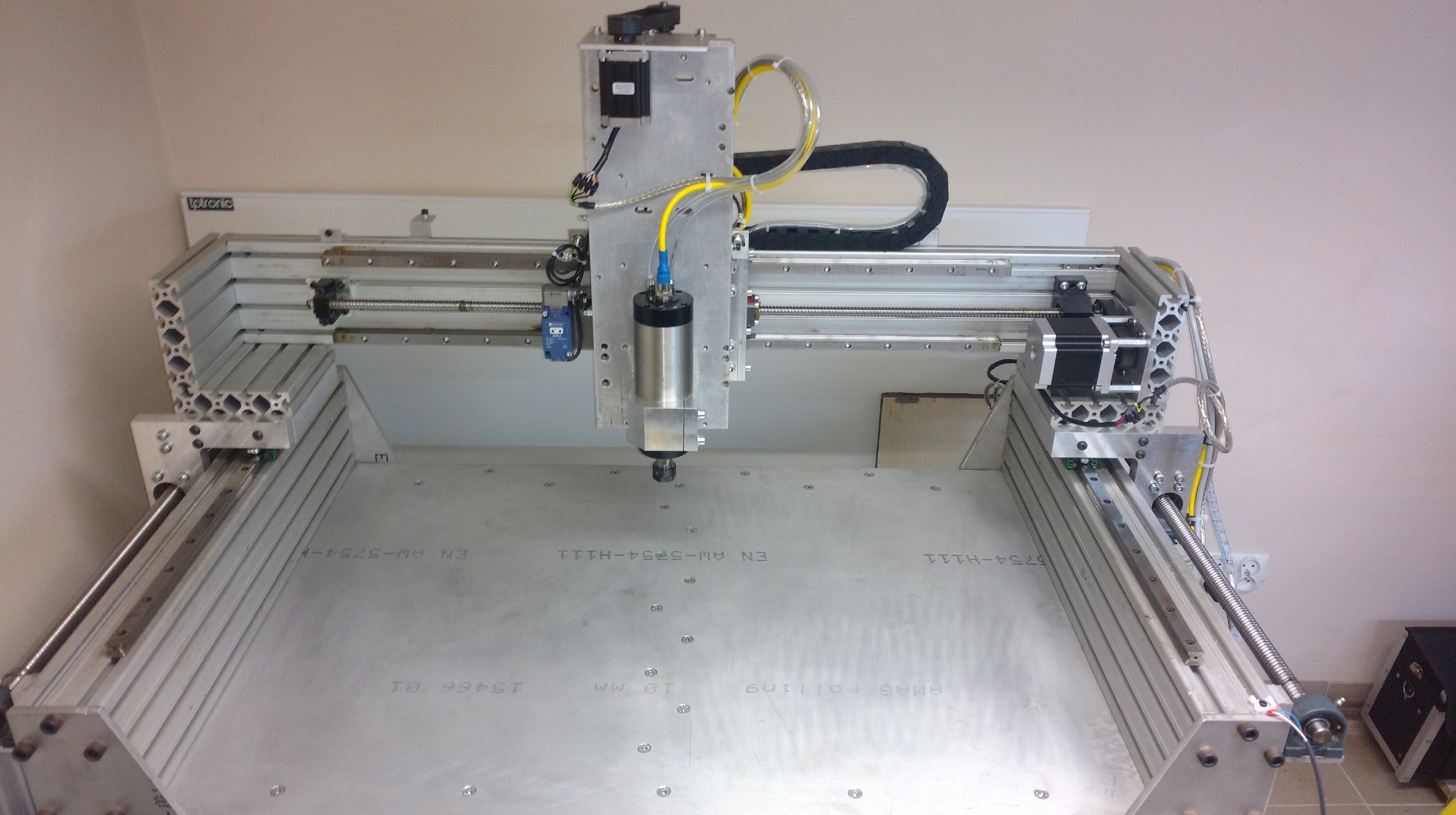
Posiadam maszynę zbudowaną na podzespołach:
X - prowadnice Rexroth 20, śruba kulowa Rexroth 16x10. Silnik 8nm ustawiony na 1/8 kroku.
Y - brama 2 silniki ,prowadnice INA 20, śruba kulowa Warner Elektrik 25x10. 2x Silnik 8nm ustawiony na 1/8 kroku.
Sterowanie Linux CNC
Zdjęcia przedstawiają maszynę.
Problemem jest dokładność obróbki aluminium , często jest to powyżej 0,15mm. Parametry skrawania: głębokość przejścia 0,5mm, predkość 2000mm/min , frez Bittech 2P polerowany, 4mm średnicy. Jakość obróbki jest zadowalająca. Zdjęcie poniżej. Dla próby wyciąłem kostkę 10x10 mm i dokładność wyszła do 0.01mm . Przy detalu np. 100x120 wychodzi 99,98 x 120,20.
Ciekawe jest to, że przeważnie w każdym detalu jeden wymiar x/y jest ok a drugi ma błąd 0,1- 0,2mm
W LinuxCNC nie ustawiałem backlashu ani scale w ini.
Wiem że śruby kulowe też mają swój luz ale nie wydaje mi się aby z tego luzu generowało by się ok 0,2mm.
Czy przy śrubach kulowych ustawiacie też scale i backlash?
Co może być powodem tego problemu?

Posiadam maszynę zbudowaną na podzespołach:
X - prowadnice Rexroth 20, śruba kulowa Rexroth 16x10. Silnik 8nm ustawiony na 1/8 kroku.
Y - brama 2 silniki ,prowadnice INA 20, śruba kulowa Warner Elektrik 25x10. 2x Silnik 8nm ustawiony na 1/8 kroku.
Sterowanie Linux CNC
Zdjęcia przedstawiają maszynę.
Problemem jest dokładność obróbki aluminium , często jest to powyżej 0,15mm. Parametry skrawania: głębokość przejścia 0,5mm, predkość 2000mm/min , frez Bittech 2P polerowany, 4mm średnicy. Jakość obróbki jest zadowalająca. Zdjęcie poniżej. Dla próby wyciąłem kostkę 10x10 mm i dokładność wyszła do 0.01mm . Przy detalu np. 100x120 wychodzi 99,98 x 120,20.
Ciekawe jest to, że przeważnie w każdym detalu jeden wymiar x/y jest ok a drugi ma błąd 0,1- 0,2mm
W LinuxCNC nie ustawiałem backlashu ani scale w ini.
Wiem że śruby kulowe też mają swój luz ale nie wydaje mi się aby z tego luzu generowało by się ok 0,2mm.
Czy przy śrubach kulowych ustawiacie też scale i backlash?
Co może być powodem tego problemu?






