



Jakby to był problem jednego projektu, to naprawde byłabym szczęśliwa.Ja robiłam i mam do wykonania ze 3-4 różne "wycięcia" z użyciem loga o ostrych krawędziach.W każdym pliku jest ten sam problem... Muszę sobie na komp zassać coś co symuluje pracę maszyny (innne niż wbudowany w ArtCam symulator) i sprawdzę te projekty. Dowiem się jak sie mają ustawienia narzędzi w ArtCamie do ustawień w cncGrafie, a jak nie dojdę do problemu, to zadzwonię do ludków od InfoTec'a i im pomarudzę, że mają bardzo kiepsko wykonaną www (takie zboczenie informatyczkinie widzę sensu szukać błędu, lepiej projekt zacznij od początku.
Znaleziono 4 wyniki
Wróć do „Dwa narzędzia, jeden kłopot...”
- 26 lip 2009, 21:27
- Forum: Ogólne Dyskusje na Temat Systemów Sterowania CNC
- Temat: Dwa narzędzia, jeden kłopot...
- Odpowiedzi: 12
- Odsłony: 4236
- 26 lip 2009, 14:27
- Forum: Ogólne Dyskusje na Temat Systemów Sterowania CNC
- Temat: Dwa narzędzia, jeden kłopot...
- Odpowiedzi: 12
- Odsłony: 4236
Punkt zerowy jest stały i tego jestem pewna.Jest on wybierany z poziomu cncGrafa,ustawiam go poprzez jazdę "ręczną".Zawsze nim wczytam jakiś projekt deklaruję punkt zerowy materiału, nadaję mu nazwę i określam rozmiar materiału. Potem wczytuję kolejno jeden plik na duży frez i po wykonaniu tego maszyna dostaje jazdę referencyjną, frez jest wymieniany (zostaje zachowana wysokość) i potem znów jazda na punkt zerowy materiału, wczytanie kolejnego pliku, odpalenie go.
A teraz może nieco na temat ArtCama.To co teraz wykonuję to nie jest dosłownie "jazda" po wektorach.Wczytuję do programu gotowe wektory od grafika, poprawiam je gdy są na nich jakieś błędy przy importowaniu z Corela (przez format DXF, ale to raczej nie jest ważne).I następnie ArtCam generuje mi trajektorie "wybierania powierzchni" wewnątrz wektorów.Potem te trajektorie zapisuję i przerzucam do cncGrafa na drugi komp, który steruje maszyną. ArtCam oferuje symulowanie swoich trajektorii i tam zazwyczaj wszystko wygląda elegancko - tak jak ma być
I teraz kiedy dokładnie zrozumiałam o co chodzi to racja - program sam oblicza korekcję w zależności od grubości narzędzia.
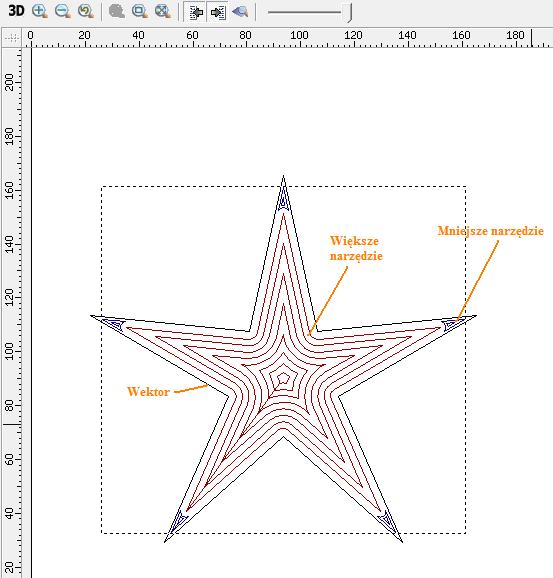
Więc teraz jeszcze raz napiszę jak jest w praktyce - druga trajektoria "rozpoczyna się" dobrze. Dorabiane narożniki są idealnie dopasowane, ale im dalej maszyna posuwa się z pracą (przechodzi na kolejne ścieżki w pliku), tym bardziej te narożniki są przesunięte. Mam nadzieję, że zrozumiecie o co chodzi na bazie mojego małego bazgrołku w Paincie...
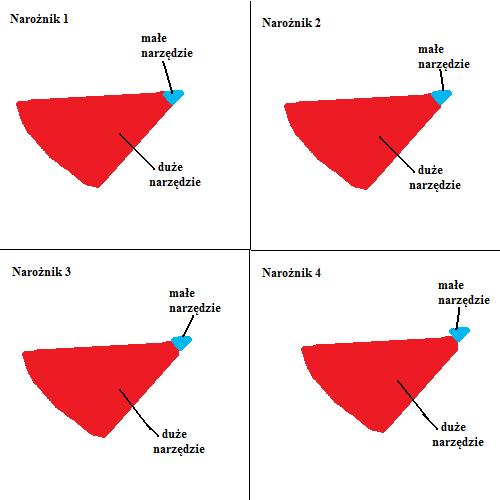
Nie jest to na pewno wina tego, że maszyna pracuje za szybko(ma za duże przyśpieszenia), bo konfigurację ustalałam po kontakcie z producentem i do tego jeszcze odrobinę zmniejszyłam jej przyśpieszenia. Same narzędzia też w ramach próby były puszczane na posuwie ślimaka, więc nie wiem co może być nie tak... Kombinuję na wszystkie strony ;/
A teraz może nieco na temat ArtCama.To co teraz wykonuję to nie jest dosłownie "jazda" po wektorach.Wczytuję do programu gotowe wektory od grafika, poprawiam je gdy są na nich jakieś błędy przy importowaniu z Corela (przez format DXF, ale to raczej nie jest ważne).I następnie ArtCam generuje mi trajektorie "wybierania powierzchni" wewnątrz wektorów.Potem te trajektorie zapisuję i przerzucam do cncGrafa na drugi komp, który steruje maszyną. ArtCam oferuje symulowanie swoich trajektorii i tam zazwyczaj wszystko wygląda elegancko - tak jak ma być
I teraz kiedy dokładnie zrozumiałam o co chodzi to racja - program sam oblicza korekcję w zależności od grubości narzędzia.
Więc teraz jeszcze raz napiszę jak jest w praktyce - druga trajektoria "rozpoczyna się" dobrze. Dorabiane narożniki są idealnie dopasowane, ale im dalej maszyna posuwa się z pracą (przechodzi na kolejne ścieżki w pliku), tym bardziej te narożniki są przesunięte. Mam nadzieję, że zrozumiecie o co chodzi na bazie mojego małego bazgrołku w Paincie...
Nie jest to na pewno wina tego, że maszyna pracuje za szybko(ma za duże przyśpieszenia), bo konfigurację ustalałam po kontakcie z producentem i do tego jeszcze odrobinę zmniejszyłam jej przyśpieszenia. Same narzędzia też w ramach próby były puszczane na posuwie ślimaka, więc nie wiem co może być nie tak... Kombinuję na wszystkie strony ;/
- 25 lip 2009, 09:40
- Forum: Ogólne Dyskusje na Temat Systemów Sterowania CNC
- Temat: Dwa narzędzia, jeden kłopot...
- Odpowiedzi: 12
- Odsłony: 4236
Już sprawdzam co mi tam w G-code generuje ArtCam... Hmm... Niet, nic takiego mi nie generuje. Czyli będe musiała albo sprawdzić które funkcje generują mi poprawny G-code bez przesunięć(sprawdziłam podobną funkcję do tej co stosuję i G code wygląda podobnie), albo kombinować ręcznie (ale to tak średnio mi się widzi, z G-Code mam styczność dopiero od około tygodnia, chociaż nie wygląda na bardzo skomplikowany). To co ja dostaję od ArtCama wygląda tak: dojazd (G0), zjazd w dół, faktyczna praca (G1) i sieczka współrzędnych i tak po skończeniu trajektorii znów, podniesienie, dojazd, w dół i praca (G1) i potem tylko zjazd na zero i koniec. Nie mam totalnie pomysłu jak wprowadzić korektę i czy jest sens robić to z poziomu G-code, skoro teoretycznie ArtCam powinien mi generować poprawny kod i zapewne należy złowić jakieś ustawienie, które to zapewni... Jak na razie w pomocy ArtCama nic nie znalazłam pod hasłem "tool diameter compensation"... On teoretycznie sam "upycha" wszystkie trajektorie wewnątrz wektorów przy czyszczeniu powierzchni czy grawerowaniu, ale to zapewne niezbyt wiele ma do problemu...
Jeśli ktoś ma pomysł jak to rozwiązać to proszę o pomoc, bo robota stoi w połowie i aż przykro patrzeć.
@WZÓR
Dzięki za słowa kluczowe, zaczynam ponowną przygodę z google.
Jeśli ktoś ma pomysł jak to rozwiązać to proszę o pomoc, bo robota stoi w połowie i aż przykro patrzeć.
@WZÓR
Dzięki za słowa kluczowe, zaczynam ponowną przygodę z google.
- 25 lip 2009, 00:42
- Forum: Ogólne Dyskusje na Temat Systemów Sterowania CNC
- Temat: Dwa narzędzia, jeden kłopot...
- Odpowiedzi: 12
- Odsłony: 4236
Dwa narzędzia, jeden kłopot...
Mój problem jest prosty - poszukuję jakiegoś sensownego rozwiązania na użycie dwóch narzędzi na maszynie InfoTec 2015 F (strona producenta ). To "cudo" obsługiwane jest z poziomu cncGrafa, na którego zwykle wrzucam projekty z ArtCama w formacie G-code (mm). Zwykle robię tak, że dzielę moje "dzieło" na dwa pliki - jeden na duży frez, jeden na mały. Najpierw puszczam na maszynę jeden projekt, potem jazda referencyjna, zmiana narzędzia na mniejsze (ustawiam identyczną wysokość) i puszczam drugi plik z detalami wyliczonymi ArtCamem na mniejsze narzędzie. Na pierwszy rzut oka zawsze wygląda to tak, jakby ścieżki były idealnie nałożone. I leci sobie idealnie, ale im dalej w las, tym ciemniej. Przy przejściach na kolejne trajektorie maszyna "gubi" milimetry, obsuwając się kolejno w obu osiach... Więc każdy kolejny narożnik, który chcę wyostrzyć mniejszym narzędziem wychodzi przesunięty coraz bardziej, chociaż projekt jest początkowo idealnie nałożony. Nie wydaje mi się, żeby była to wina maszyny - posuw jest na małym frezie jak u ślimaka, wchodzi tylko 2mm w sklejkę. Poprzednie narzędzie dla upewnienia się, też raz puściłam wolniej i ono raczej nie zrobiło żadnego przesunięcia. Przyśpieszenia na maszynie zmniejszyłam jak się dało. Gdzie powinnam szukać przyczyny tych lekkich przesunięć? Bo niestety nie urządza mnie zrobienie całości małym narzędziem, gdy mam naprawdę spory obszar do wyskrobania, ani nie mam szczerej ochoty skrobać ręcznie tych narożników...
Zaznaczam, że jestem początkującą amatorką i nie mam zbytniej wiedzy technicznej. Niestety google mi nie pomogło. Strona producenta niestety też nie. To forum przeglądałam, ale nie znalazłam nic powiązanego z moim problemem. Jeśli potrzebne będą jakieś dokładniejsze parametry techniczne, to mogę podać co wiem... Proszę o pomoc!
Zaznaczam, że jestem początkującą amatorką i nie mam zbytniej wiedzy technicznej. Niestety google mi nie pomogło. Strona producenta niestety też nie. To forum przeglądałam, ale nie znalazłam nic powiązanego z moim problemem. Jeśli potrzebne będą jakieś dokładniejsze parametry techniczne, to mogę podać co wiem... Proszę o pomoc!






