



Może kąt i odległość palnika?
Te duże dysze są ok szczególnie do tytanu i bardzo ciasnych miejsc.
Nie zależnie od tego powinno się dobrze dać spawać za pomocą "normalnych" rozmiarów w zakresie do 200A i z ładnie lśniącym licem.
Dasz radę zrobić filmik jak spawasz?
Może wyskalowanie rotametru jest niewłaściwe miałem taki który dawał przepływ kilkanaście jak pokazywał 5. Może u Ciebie jest odwrotnie?
Puls jest ok pomaga w pozycjach przymusowych. Nie wiem jednak czy na początek to nie przeszkadza on bardziej niż pomaga. Puls pomaga też złapać tempo dodawania drutu.
Na początek bym spawał bez pulsu.
Znaleziono 6 wyników
Wróć do „Dobór elektrod oraz spoiwa TIG”
- 18 kwie 2017, 17:38
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
- 15 kwie 2017, 07:59
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
Może być kiepski gaz lub za duży przepływ tak czy owak to nie aluminium jest złe.
W małych butlach przeważnie jest techniczny i on jest ok do stali ale nie koniecznie do aluminium. Jakiś czas temu nie dało się w mojej okolicy kupić lepszego niż techniczny teraz jest 4.5 i 4.8 (cały czas mowa o małej butli) dlatego przetaczałem z dużej do małej żeby mieć czystszy gaz na wyjazdy. Wcale by mnie nie zdziwiło jakby ten gaz miał zanieczyszczenia ale za duży przepływ też może szkodzić. Ja mam między 5 a 10 litrów na minutę soczewkę i chyba dysze 7 do 9 najczęściej i elektrodę 2,4.
Dalej pozostaje możliwość nieszczelności na wężu czy gdziekolwiek indziej i zasysa powietrze.
Wesołych Świąt.
p.s.
Lantanowa ma napisane na tej stronie AC/DC więc jest też do aluminium to że w spisie zastosowania nie dali aluminium to nic nie znaczy czyba że sugerują spawania AC stali .
.
W małych butlach przeważnie jest techniczny i on jest ok do stali ale nie koniecznie do aluminium. Jakiś czas temu nie dało się w mojej okolicy kupić lepszego niż techniczny teraz jest 4.5 i 4.8 (cały czas mowa o małej butli) dlatego przetaczałem z dużej do małej żeby mieć czystszy gaz na wyjazdy. Wcale by mnie nie zdziwiło jakby ten gaz miał zanieczyszczenia ale za duży przepływ też może szkodzić. Ja mam między 5 a 10 litrów na minutę soczewkę i chyba dysze 7 do 9 najczęściej i elektrodę 2,4.
Dalej pozostaje możliwość nieszczelności na wężu czy gdziekolwiek indziej i zasysa powietrze.
Wesołych Świąt.
p.s.
Lantanowa ma napisane na tej stronie AC/DC więc jest też do aluminium to że w spisie zastosowania nie dali aluminium to nic nie znaczy czyba że sugerują spawania AC stali
- 14 kwie 2017, 22:13
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
W tym filmie masz odpowiedź:
Aluminum Tig Welding: Setting AC Balance
GAZ-zła osłona gazowa - przyczyny:
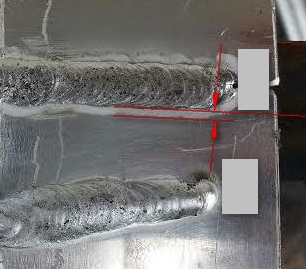
ustawiony za mały przepływ gazu, słaba jakość gazu (czystość 4.5 lub 4.8 powinien być), nieszczelność na przewodzie lub dyszy, za daleko wysunięta elektroda, wiatr - czasem ruch powietrza.
Na zdjęciu zaznaczyłem wymiar - to oznacza że akcja czyszcząca jest - porównaj z filmem
szerokość tego matowego fragmentu jest w przybliżeniu równa jak dla 90 ale gość zmienił soczewkę bo poprzednia dawała złą osłonę gazową.
https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Na twojej spawarce napisali szerokość czyszczenia czyli wynikałoby z tego że jak dasz więcej w prawo to będzie odpowiadać więcej prądu + na palnik czyli lepsza akcja czyszcząca, więcej ciepła na elektrodę, szersza matowa obwódka wokół lica. To by odpowiadało mniejszej wartości na tej spawarce co na filmie
https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Czyli u Ciebie więcej a na jego spawarce mniej. Podaje gość na początku że to różnie jest przedstawiane że np +/- 25 od 50% lub procenty ale w drugą stronę.
Ja mam 25 jako ustawienie fabryczne.
Ewidentnie coś z osłoną bo widać że czyszczenie katodowe jest bo jest ten matowy fragment wokół spawu. Najprościej zwiększ przepływ na reduktorze/rotametrze. Jak nie pomoże cofnij elektrodę tak by wystawała nie więcej niż 1 do 2mm poza płaszczyznę dyszy.
Elektroda po każdym dotknięciu alu do szlifowania i to dość grubego aby była czysta.
Aluminum Tig Welding: Setting AC Balance
GAZ-zła osłona gazowa - przyczyny:
ustawiony za mały przepływ gazu, słaba jakość gazu (czystość 4.5 lub 4.8 powinien być), nieszczelność na przewodzie lub dyszy, za daleko wysunięta elektroda, wiatr - czasem ruch powietrza.
Na zdjęciu zaznaczyłem wymiar - to oznacza że akcja czyszcząca jest - porównaj z filmem
szerokość tego matowego fragmentu jest w przybliżeniu równa jak dla 90 ale gość zmienił soczewkę bo poprzednia dawała złą osłonę gazową.
https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Na twojej spawarce napisali szerokość czyszczenia czyli wynikałoby z tego że jak dasz więcej w prawo to będzie odpowiadać więcej prądu + na palnik czyli lepsza akcja czyszcząca, więcej ciepła na elektrodę, szersza matowa obwódka wokół lica. To by odpowiadało mniejszej wartości na tej spawarce co na filmie
https://youtu.be/RG4ZOwSw9CQ?t=8m7s
Czyli u Ciebie więcej a na jego spawarce mniej. Podaje gość na początku że to różnie jest przedstawiane że np +/- 25 od 50% lub procenty ale w drugą stronę.
Ja mam 25 jako ustawienie fabryczne.
Ewidentnie coś z osłoną bo widać że czyszczenie katodowe jest bo jest ten matowy fragment wokół spawu. Najprościej zwiększ przepływ na reduktorze/rotametrze. Jak nie pomoże cofnij elektrodę tak by wystawała nie więcej niż 1 do 2mm poza płaszczyznę dyszy.
Elektroda po każdym dotknięciu alu do szlifowania i to dość grubego aby była czysta.
- 14 kwie 2017, 09:24
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
Grubość elektrody... ja maksymalnie mogę dać 3.2 do standardowych materiałów eksploatacyjnych w palniku ale dorobiłem sobie końcówkę na fi 4. Mam palnik do rur i ma skrętną końcówkę zrobiłem tą końcówkę na większe części.
Dzięki temu przy 200 czy 230 A i balansie na lepsze czyszczenie mogę spawać i nie upalić elektrody. Dużo zależy od balansu bo regulujemy w ten sposób ile ciepła dostaje elektroda a ile detal.
Te wytyczne ampety na mm nijak się mają do AC.
Gość z filmu ... ładne spawy i mam kilka uwag. Spawa w podkoszulku wg. mnie niedopuszczalne i jeszcze daje to do oglądania w internecie. Nie czyści detali przed spawaniem z tlenków, nie ważne jak świeża blacha po kilku godzinach pokrywa się tlenkami.
Polecam do czyszczenia szczotkę drucianą nierdzewną na wkrętarce.
Blachy nie musisz ciąć na kawałki po co się fatygować do prób wystarczy narysować kreskę. Poćwiczysz rękę i odpadnie Ci sczepianie i więcej czasu zostanie na spawanie. Jak będą Ci wychodzić ładne sznurki to zacznij pocięte kawałki.
Jak zostało zauważone gość na filmie spawa pachwiny ... no jest tego jakiś powód jest łatwiej. Mnie zrobienie ładnego przetopu na aluminium zajęło ok 2 lat.
Może na początek popróbuj pachwiny będzie Ci weselej że wychodzi.
200A w zupełności wystarczy. Ja mam 230 i ten maksymalny prąd rzadko używam.
Sukces w alu to czystość czystość duży prąd i szybkie spawanie.
W filmie z pulsem półautomatycznym widać jak syfy z drutu wchodzą do spoiny w okolicy 60s czarne pływające po powierzchni.
Jak mówimy o spawaniu na poważnie to przedmiot czyścimy z tlenków. Inna sprawa że łatwiej wtedy słabszym sprzętem zajarzyć łuk. Właśnie słabszy sprzęt ma problemy z zajarzeniem łuku ale jak już spawa to nie bardzo się różni od hi end - ale skutecznie utrudnia to życie.
Dzięki temu przy 200 czy 230 A i balansie na lepsze czyszczenie mogę spawać i nie upalić elektrody. Dużo zależy od balansu bo regulujemy w ten sposób ile ciepła dostaje elektroda a ile detal.
Te wytyczne ampety na mm nijak się mają do AC.
Gość z filmu ... ładne spawy i mam kilka uwag. Spawa w podkoszulku wg. mnie niedopuszczalne i jeszcze daje to do oglądania w internecie. Nie czyści detali przed spawaniem z tlenków, nie ważne jak świeża blacha po kilku godzinach pokrywa się tlenkami.
Polecam do czyszczenia szczotkę drucianą nierdzewną na wkrętarce.
Blachy nie musisz ciąć na kawałki po co się fatygować do prób wystarczy narysować kreskę. Poćwiczysz rękę i odpadnie Ci sczepianie i więcej czasu zostanie na spawanie. Jak będą Ci wychodzić ładne sznurki to zacznij pocięte kawałki.
Jak zostało zauważone gość na filmie spawa pachwiny ... no jest tego jakiś powód jest łatwiej. Mnie zrobienie ładnego przetopu na aluminium zajęło ok 2 lat.
Może na początek popróbuj pachwiny będzie Ci weselej że wychodzi.
200A w zupełności wystarczy. Ja mam 230 i ten maksymalny prąd rzadko używam.
Sukces w alu to czystość czystość duży prąd i szybkie spawanie.
W filmie z pulsem półautomatycznym widać jak syfy z drutu wchodzą do spoiny w okolicy 60s czarne pływające po powierzchni.
Jak mówimy o spawaniu na poważnie to przedmiot czyścimy z tlenków. Inna sprawa że łatwiej wtedy słabszym sprzętem zajarzyć łuk. Właśnie słabszy sprzęt ma problemy z zajarzeniem łuku ale jak już spawa to nie bardzo się różni od hi end - ale skutecznie utrudnia to życie.
- 13 kwie 2017, 20:36
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
- jak nie masz gilotyny (nożyce ręczne też dadzą radę 2mm miękkiego alu) to oczyść pilnikiem251mz pisze:acetylenek,
Dziś kupiłem szarą i zieloną.
Ogólnie zielona po 1cm spawu robi się kulka średnicy elektrody i strasznie szarpie łukiem.
-dlatego wg mnie zielone nie nadają się do spawania
Szara była super , zrobiła się na końcu mała kuleczka średnicy 1/4 elektrody i tak się trzymała przez praktycznie cały czas spawania.
-takie "ostre" zaokrąglone ja używam i sobie chwalę.
Blacha czysta alu 2mm - taka jaką się kupuje w arkuszu.
Ucięta kątówką odtłuszczona rozpuszczalnikiem uniwersalnym
-nie kątówką
-NIE rozpuszczalnikiem - tylko aceton i świeża szmata/papier toaletowy.
Paramety jak na zdj:
Bez pulsu , 50A , Balans jak widać ok 20%
Częstotliwość AC - nie widać pokrętła - około 80Hz
Zdjęcie z testów - proszę nie patrzcie na jakość
I teraz pytanie .
Dolny spaw jest na gołej blasze z dodatkiem drutu al.
Spoina wydaje się ok , ale jest taka matowa.
-bo przegrzana za dużo spawania na raz, za mała blacha, za mały prąd (daj 80 do 100 A)
-jak detal jest mały rób przerwy, jak dajesz drugi ścieg to ochłodź detal przed.
Co zrobić aby była po spawaniu spoina ładna błyszcząca?
- spawać zimny detal szybko dużym prądem
-Dla testu zrób ścieg na zimnej blaszce np 10x10cm gr.2mm ścieg ok 2cm ale na środku powinno wyjść błyszczące. Jak tą samą blaszkę będziesz spawał drugi raz na ciepło to już może być matowe lico - spróbuj potem do wody, wytrzyj i zrób trzeci ścieg na zimo.
I drugie pytanie do spawu wyżej.
Jest to spaw na łączeniu 2ch blaszek
Dlaczego on taki wykropkowany na czarno?
-zanieczyszczenia
-nie widzę oczyszczenia pow. blachy z tlenków -szczotką drucianą nową czystą najlepiej nierdzewną i tylko do alu - zeby była czysta.
Czy to coś ma związek z cięciem kątówką?


jeszcze tu poczytaj:
https://www.cnc.info.pl/topics92/poczat ... t68068.htm
- 13 kwie 2017, 16:14
- Forum: Spawalnictwo i obróbka cieplna
- Temat: Dobór elektrod oraz spoiwa TIG
- Odpowiedzi: 35
- Odsłony: 22704
Zielonej nie używam bo ma małą obciążalność prądową i robi się kulka - nie ma żadnych zalet - według mnie.
Inne elektrody - każda nadaje się do aluminium - nie każda wytrzyma tyle samo czasu, czerwona-torowa najłatwiej przy AC robi kuleczki/kalafiorki na końcówce ale pospawać się da.
Ja używam torowych z zapasów, szarych złotych i generalnie przechodzę na niebieskie czyli prawie to co złote tylko 2% lantanu.
Czyli raczej do alu nie używać czerwonych torowych bo szybko końcówka się deformuje każde inne będą lepsze.
Alu spawam elektrodą ostrą ściętą a nie wielką kulką.
Czy aby na pewno SG3 jest dobrym drutem do stali w TIGu?
Drut nierdzewny do stali czarnej to też nie jest dobry pomysł.
Drut do tiga do stali czarnej trochę kosztuje.
Drut do alu oba trzeba mieć tzn. 5%krzemu i 5%magnezu dobrze do odlewów mieć 12%krzemu - gorzej dostępny. Średnice 2,5 i 3mm myślę na początek to daje 4 do 6 pozycji w stanach magazynowych.
Ja do alu podchodzę z wielką starannością bo brudnego nie pospawasz (poszukaj moich postów o spawaniu alu sporo można poczytać praktycznych informacji).
Nie dziwi mnie że ktoś nie wprawiony nie poradził sobie z misą, te odlewy mają czas na to aby w wysokiej temperaturze nasiąknąć olejem, niektóre są mocno zaporowane a czasem zdaży się stop z miedzią-trudniejsze przypadki.
Jak ucho od odlewu się urwie to może być przyczyną wady odlewniczej i żył z olejem te żyłki trzeba wyciąć, czasem kończy się na rekonstrukcji sporego fragmentu bo jest aluminiowa gąbka z olejem.
Polecam do prób z alu brać tylko czyste świeże nie malowane, nie mające nigdy kontaktu z olejem.
Pokaż coś jak porobisz próby i pytaj w miarę czasu postaram się podpowiadać.
Inne elektrody - każda nadaje się do aluminium - nie każda wytrzyma tyle samo czasu, czerwona-torowa najłatwiej przy AC robi kuleczki/kalafiorki na końcówce ale pospawać się da.
Ja używam torowych z zapasów, szarych złotych i generalnie przechodzę na niebieskie czyli prawie to co złote tylko 2% lantanu.
Czyli raczej do alu nie używać czerwonych torowych bo szybko końcówka się deformuje każde inne będą lepsze.
Alu spawam elektrodą ostrą ściętą a nie wielką kulką.
Czy aby na pewno SG3 jest dobrym drutem do stali w TIGu?
Drut nierdzewny do stali czarnej to też nie jest dobry pomysł.
Drut do tiga do stali czarnej trochę kosztuje.
Drut do alu oba trzeba mieć tzn. 5%krzemu i 5%magnezu dobrze do odlewów mieć 12%krzemu - gorzej dostępny. Średnice 2,5 i 3mm myślę na początek to daje 4 do 6 pozycji w stanach magazynowych.
Ja do alu podchodzę z wielką starannością bo brudnego nie pospawasz (poszukaj moich postów o spawaniu alu sporo można poczytać praktycznych informacji).
Nie dziwi mnie że ktoś nie wprawiony nie poradził sobie z misą, te odlewy mają czas na to aby w wysokiej temperaturze nasiąknąć olejem, niektóre są mocno zaporowane a czasem zdaży się stop z miedzią-trudniejsze przypadki.
Jak ucho od odlewu się urwie to może być przyczyną wady odlewniczej i żył z olejem te żyłki trzeba wyciąć, czasem kończy się na rekonstrukcji sporego fragmentu bo jest aluminiowa gąbka z olejem.
Polecam do prób z alu brać tylko czyste świeże nie malowane, nie mające nigdy kontaktu z olejem.
Pokaż coś jak porobisz próby i pytaj w miarę czasu postaram się podpowiadać.






