



Techniczny czyli taki z napisem "argon sprężony" bez podawania jego czystości.
Na mojej małej butli jest napis "argon techniczny" i "argon sprężony UN1006" dlatego posługuję się tym terminem - czystość techniczna. Dla mnie to 99,99% czyli 4.0 bo następny jest 4,5 99,995%. Może jest gdzieś norma na to ile taki "argon sprężony" może mieć zanieczyszczeń. Mój był z nalepką Remgaz i dało się spawać bez problemów.
Tam gdzie wymieniam butle mogę kupić Techniczny, 4,5 i 4,8 bez większego problemu.
Nie wiem jaką oni czystość przewidują dla technicznego ale wystarczającą do spawania stali czarnej.
Ja Ci nie piszę że do najbliższego tylko do tego w którym będziesz wymieniał.
Osobiście mam 4 butle z nalepką linde i jedną remgaz i hel 4,6- nie pamiętam od kogo i małą CO2 - z gaśnicy (kwestia zaworu - wymieniam tam gdzie nabyłem) i tej jednej jedynej mój zaprzyjaźniony punkt mi nie wymieni. Nikt mnie nie zmusza do wymiany tych butli w firmie linde są jeszcze pośrednicy którzy ułatwiają życie. Za wszystkie zapłaciłem większą sumę i nie muszę spisywać umów i płacić co miesiąc choć przez pierwsze kilka lat byłoby taniej.
Chodzi mi o to że mam jedną butle którą kupiłem w "sklepie na rogu" i jej mi nie chcą wymienić tam gdzie jeżdżę z pozostałymi. Więc najlepiej dogadać się z punktem który planujesz odwiedzać jaką masz kupić. Przewaga tej niechcianej butli jest taka że mogę ją wymienić w sklepie na rogu i mam bliżej, niestety innych gazów nie mają takich jak chcę.
Znaleziono 7 wyników
Wróć do „MMA przerobione na TIG. Problem z zajarzeniem łuku.”
- 05 sie 2013, 22:57
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
- 05 sie 2013, 09:41
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
Do stali wystarczy taki jak masz w małej butli tylko napełniony w prawidłowy sposób.
Ja kupiłem małą butle z argonem technicznym z pewnego źródła i spawało się ładnie stal a nawet aluminium. Do aluminium lepiej lepiej jest stosować przynajmniej 4,5.
Teraz mam w niej przetoczony 4,5 bo jak już wiadomo nie ma możliwości nabycia/wymiany innego niż techniczny.
Ja kupiłem najpierw dużą potem małą - ze względu na cenę i czystość. Mała służy jako wyjazdowa.
Zapytać możesz w firmie co wymienia butle czy by ci nie odsprzedali zamiast dzierżawy najlepiej osobiście. Jak będziesz kupował z innego źródła to upewnij się że daną butlę wymieni/napełni Ci pobliski punkt sprzedaży.
P.S. Prawdziwy problem to jest z helem czystym w małej butli ale da się i mam.
Ja kupiłem małą butle z argonem technicznym z pewnego źródła i spawało się ładnie stal a nawet aluminium. Do aluminium lepiej lepiej jest stosować przynajmniej 4,5.
Teraz mam w niej przetoczony 4,5 bo jak już wiadomo nie ma możliwości nabycia/wymiany innego niż techniczny.
Ja kupiłem najpierw dużą potem małą - ze względu na cenę i czystość. Mała służy jako wyjazdowa.
Zapytać możesz w firmie co wymienia butle czy by ci nie odsprzedali zamiast dzierżawy najlepiej osobiście. Jak będziesz kupował z innego źródła to upewnij się że daną butlę wymieni/napełni Ci pobliski punkt sprzedaży.
P.S. Prawdziwy problem to jest z helem czystym w małej butli ale da się i mam.
- 21 lip 2013, 18:31
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
Ja mam naklejkę na butli i tam jest napisane co jest w środku.
Jak ty nic nie masz to możesz zgadywać. Tak na pierwszy rzut mojego oka to raczej gaz jest ok. nigdy nie próbowałem spawać tigiem z mieszanką bo i po co. Myślę że te kilka spoin które nie zawierają bąbli świadczą o tym że to argon.
Masz małą czy dużą butle. Jak małą to i jest to argon to będzie to czystość techniczna bo lepszego w małych nie sprzedają. Techniczny jest ok do stali do aluminium powinien być 4.5 = 99.995% Ar
Z wodą wapienną można próbować nie jest to ani droga ani skomplikowana próba.
Wapno (palone lub hydratyzowane) do wody zamieszać poczekać aż osiądzie klarowną ciecz zlać do słoiczka i przepuścić gaz z butli. Jak nie da zmętnienia możesz przepuścić wydychane powietrze zmętnienie potwierdzi skuteczność wykrywania CO2 brak zmętnienia że nie była to woda wapienna.
Jak ty nic nie masz to możesz zgadywać. Tak na pierwszy rzut mojego oka to raczej gaz jest ok. nigdy nie próbowałem spawać tigiem z mieszanką bo i po co. Myślę że te kilka spoin które nie zawierają bąbli świadczą o tym że to argon.
Masz małą czy dużą butle. Jak małą to i jest to argon to będzie to czystość techniczna bo lepszego w małych nie sprzedają. Techniczny jest ok do stali do aluminium powinien być 4.5 = 99.995% Ar
Z wodą wapienną można próbować nie jest to ani droga ani skomplikowana próba.
Wapno (palone lub hydratyzowane) do wody zamieszać poczekać aż osiądzie klarowną ciecz zlać do słoiczka i przepuścić gaz z butli. Jak nie da zmętnienia możesz przepuścić wydychane powietrze zmętnienie potwierdzi skuteczność wykrywania CO2 brak zmętnienia że nie była to woda wapienna.
- 21 lip 2013, 15:32
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
Czyli jak blacha jest czysta -błyszcząca- bez zendry to przemyj acetonem bez szlifowania jak jest zardzewiała lub po walcowaniu gorącym czarna na powierzchni to szlifuj do błyszczącego metalu i przemyj acetonem. Chodzi o odtłuszczenie więc szmata powinna być czysta, można też papierem toaletowym.
Ocynkowaną można trawić np. kwasem solnym lub szlifować generalnie nie spawa się ocynkowanych blach bez usunięcia warstwy cynku - bardzo szkodliwe pyły, dymy.
Ocynkowaną można trawić np. kwasem solnym lub szlifować generalnie nie spawa się ocynkowanych blach bez usunięcia warstwy cynku - bardzo szkodliwe pyły, dymy.
- 21 lip 2013, 08:57
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
Oczyść porządnie materiał.
Jak nie ma zendry - to coś łuszczące się czarne i twarde na powierzchni po walcowaniu gorącym.
Przemyj czystą szmatką za pomocą acetonu i spróbuj spawać. Może zacznij od powierzchni blachy nie od spoiny narożnej - więcej potencjalnych problemów.
Po spawaniu też gaz powinien lecieć i to zależnie od prądu ok 5, 10, 15 sekund.
Jak skończysz spawanie i będziesz trzymać palnik w miejscu aż gaz przestanie płynąć to powinno ci się zrobić błyszczące kółeczko - materiał się nie utleni. Może ono zniknąć szybko jeśli blacha jest jeszcze gorąca.
Jak nie ma zendry - to coś łuszczące się czarne i twarde na powierzchni po walcowaniu gorącym.
Przemyj czystą szmatką za pomocą acetonu i spróbuj spawać. Może zacznij od powierzchni blachy nie od spoiny narożnej - więcej potencjalnych problemów.
Po spawaniu też gaz powinien lecieć i to zależnie od prądu ok 5, 10, 15 sekund.
Jak skończysz spawanie i będziesz trzymać palnik w miejscu aż gaz przestanie płynąć to powinno ci się zrobić błyszczące kółeczko - materiał się nie utleni. Może ono zniknąć szybko jeśli blacha jest jeszcze gorąca.
- 20 lip 2013, 16:54
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
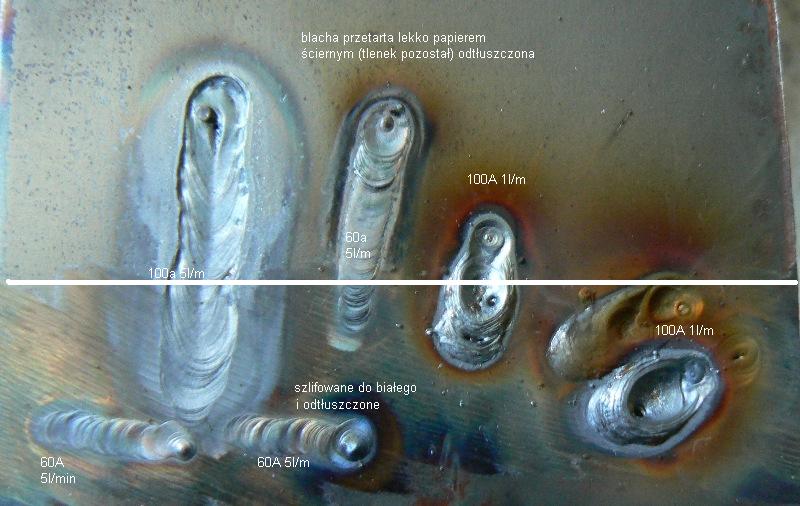
Podjąłem próby zepsucia spawu w sposób przedstawiony przez kolegę. Blacha 3mm.
Jak widać z powyższego zdjęcia nie jest aż tak strasznie przy tlenku na stali (nie da się oczywiście tak spawać bo elektroda ulega prawie natychmiastowemu utlenieniu ale nie daje takich kraterów i brązowego nalotu). Dopiero ustawienie przepływu gazu na absurdalnie niski (kulka na rotametrze ledwie się podniosła - przyjmuje że to 1l/min) daje podobne rezultaty. Elektroda niszczeje natychmiastowo, tępi się i jest czarna, powstają bąbelki, kratery, pojawiają się odpryski i brązowy nalot wokoło spoiny.
Czy spawasz w pomieszczeniu czy na zewnątrz jak na zewnątrz i jest wiatr to może być taki efekt - brak osłony gazu.
Sprawdź czy ten gaz jest ok - argon nawet techniczny jest ok 4.5, 4.6 4.7 itd jest jeszcze lepszy. W żadnym wypadku nie może to być mieszanka z CO2.
Sprawdź całą drogę gazu czy nie zasysa lewego powietrza - czy jest szczelna.
Istotne jest wysunięcie elektrody nie powinno być za duże ok 1-2mm poza płaszczyznę dyszy (przy 5l/min i soczewce - dysza z siateczką - bez wiatru mogę bez żadnych anomalii wysunąć elektrodę na 10mm).
Elektroda po spawaniu powinna być błyszcząca tak jak po naostrzeniu jeśli jest czarna to znaczy że w czasie spawanie/stygnięcia miała kontakt z powietrzem - innym gazem utleniającym np. z mieszanki Ar CO2.
Generalnie do spawania tig materiał ma być oczyszczony do gołego metalu bez żadnych kropek tlenków, lakieru itp - każda kropka może być powodem wady odprysku wtrącenia niemetalicznego, degradacji elektrody. W zasadzie do każdego spawania tak należy przygotować materiał ale tig nie wybacza elektroda z jej oczyszczającym charakterem żużla wybacza więcej zanieczyszczeń.
- 17 maja 2013, 00:17
- Forum: Spawalnictwo i obróbka cieplna
- Temat: MMA przerobione na TIG. Problem z zajarzeniem łuku.
- Odpowiedzi: 35
- Odsłony: 23522
W mojej spawarce "iskar" nie wygląda jakoś strasznie grubo ale mogę ją z kilkunastu mm zapalić. Kolor bardziej zależy od gazu w sensie w argonie wygląda inaczej niż w powietrzu. Jaki masz czas wypływu gazu przed spawaniem - chyba że masz zaworek i to jest ręcznie ustawiane, może za mały przepływ? Polaryzacja iskorwnika względem prądu głównego chyba powinna być zgodna. tzn. elektrony powinny być wybijane z elektrody. Może jednak za mało moc tej iskry bo jak gaz jest zjonizowany to napięcie łuku przy odległości elektrody od przedmiotu ok 1-2mm to będzie około 12 V czyli 60 V jałowego napięcia wystarczy.
Jak z podłączenie masy? Ja obserwuje iskrę tylko jak nie podepnę masy, wtedy prąd główny nie popłynie a iskra będzie.
Jak z podłączenie masy? Ja obserwuje iskrę tylko jak nie podepnę masy, wtedy prąd główny nie popłynie a iskra będzie.






