



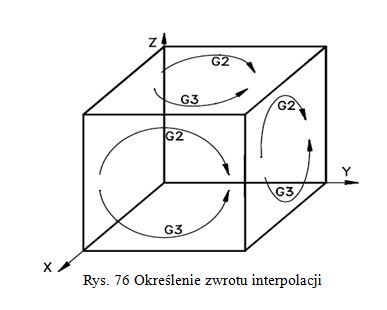
- jeśli chodzi o 3 osie:
Sterowania z którymi miałem do czynienia do tej pory przyjmują łuki w trzech płaszczyznach: G17 XY, G18 XZ, G19 YZ
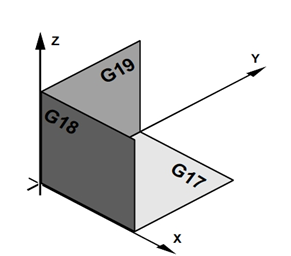
- G17: frez utrzymuje stały poziom Z (obróbki tylu ZLEVEL)
- G18, G19: frez porusza się wzdłuż osi X (kąt wierszowania 0 stopni) lub osi Y (kąt 90 stopni)
- być może w postprocesorze masz wyłączoną interpolację kołową w G18, G19
Przykład zapisu w Heidenhain:
; G17
14 C X-5. Y+45. DR+ RL
15 L Y+90.
16 CC X+10. Y+90.
17 C X+10. Y+105. DR-
18 L X+40.
19 CC X+40. Y+90.
20 C X+55. Y+90. DR-
21 L Y+65.
22 CC X+65. Y+65.
23 C X+65. Y+55. DR+
; G18
83 L X+31.999 Y+78.162 Z-4.997
84 L X+31.939 Z-5.884
85 CC X+25.003 Z-5.006
86 C X+25.003 Z-11.997 DR+
87 CC X+25.003 Z-5.006
88 C X+20.995 Z-10.734 DR+
89 L X+20.26 Z-10.14
90 CC X+24.892 Z-5.064
91 C X+18.238 Z-6.784 DR+
92 L X+18.055 Z-5.833
;G19
258 L Y+23.51 Z-7.594
259 L Y+23.995 Z-7.822
260 CC Y+25.001 Z-5.004
261 C Y+25.001 Z-7.997 DR+
262 CC Y+25.001 Z-5.004
263 C Y+26.995 Z-7.237 DR+
264 L Y+27.166 Z-7.071
265 L Y+27.228 Z-7.004
266 L X+35.918 Y+27.516 Z-6.63






