rdarek pisze:A ja w tym celu kupuję używane maszyny, większe wyzwanie i więcej zabawy...

Obsługa, Programowanie i Budowa Maszyn Numerycznych




Wróć do „Frezowanie głowicą 50mm”
no tak, ale jeśli tylko jedno łożysko skośne, to powinno mieć albo sprężynę wstępnie napinającą, jak słusznie zauważył kolega steryd, o czym tuYarec pisze:We wrzecionie choć jedno powinno być skośne



To prawda, ale koledze zapewne tu nie chodzi o beton jako materiał, tylko o jego masę, a ta jakiej nie byłaby prowiniencji to im większa- tym lepiej. No i wypełnić nią pustą przestrzeń łatwiej, choć są przecież materiały o większym ciężarze właściwym niż taki np kompozyt beton-śruta ołowiana czy stalowa.MaciejDlugosz pisze:Gdyby beton tłumił drgania to zamiast żeliwa zostawiano by puste przestrzenie w korpusach i zalewane byłyby betonem.
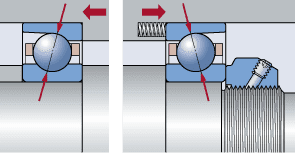
skośnych (to też kulkowe), ustawionych w układzie rozbieżnym OMallujemy pisze:Użyć kulkowych czy skośnych?







