Wchodzimy tu w rozważania bardziej teoretyczne, ale pozwolę sobie nie zgodzić się z kolegą. To, że wałek był szlifowany to oczywiście bardzo dobrze, bo odpada w dużej mierze wpływ błędu kształtu(jajowatość) na wynik pomiaru, jaki może wystąpić np przy wałkach ciągnionych itp. Ale mocowanie go w uchwycie, choćby najlepszym z twardymi szczękami nie gwarantuje, że samo zamocowanie nie wprowadza błędu osiowości. Nawet przy szczękach zataczanych nie jest to wcale oczywiste. Dlaczego?Wałek na filmie wygląda na kawałek prowadnicy liniowej więc jest spora szansa że twoje wnioski są - niestety - poprawne...
Wiele razy na tym, i nie tylko tym forum przypominałem i przypominać będę kolegom o starej tokarskiej prawdzie;
"Przedmiot zamocowany w uchwycie tak długo będzie idealnie współosiowy, dopóki go nie odmocujemy !
Dotyczy to właśnie mocowania w szczękach, a łatwo się o tym wpływie przekonać odmocowując i zamocowując przetoczony detal ponownie, nawet bez zmiany jego położenia(obrócenia) względem uchwytu (kto nie wierzy niech sobie sprawdzi sam).
Fakt, że czasem będą to bardzo małe różnice zależne od dokładności uchwytu, ale jednak.
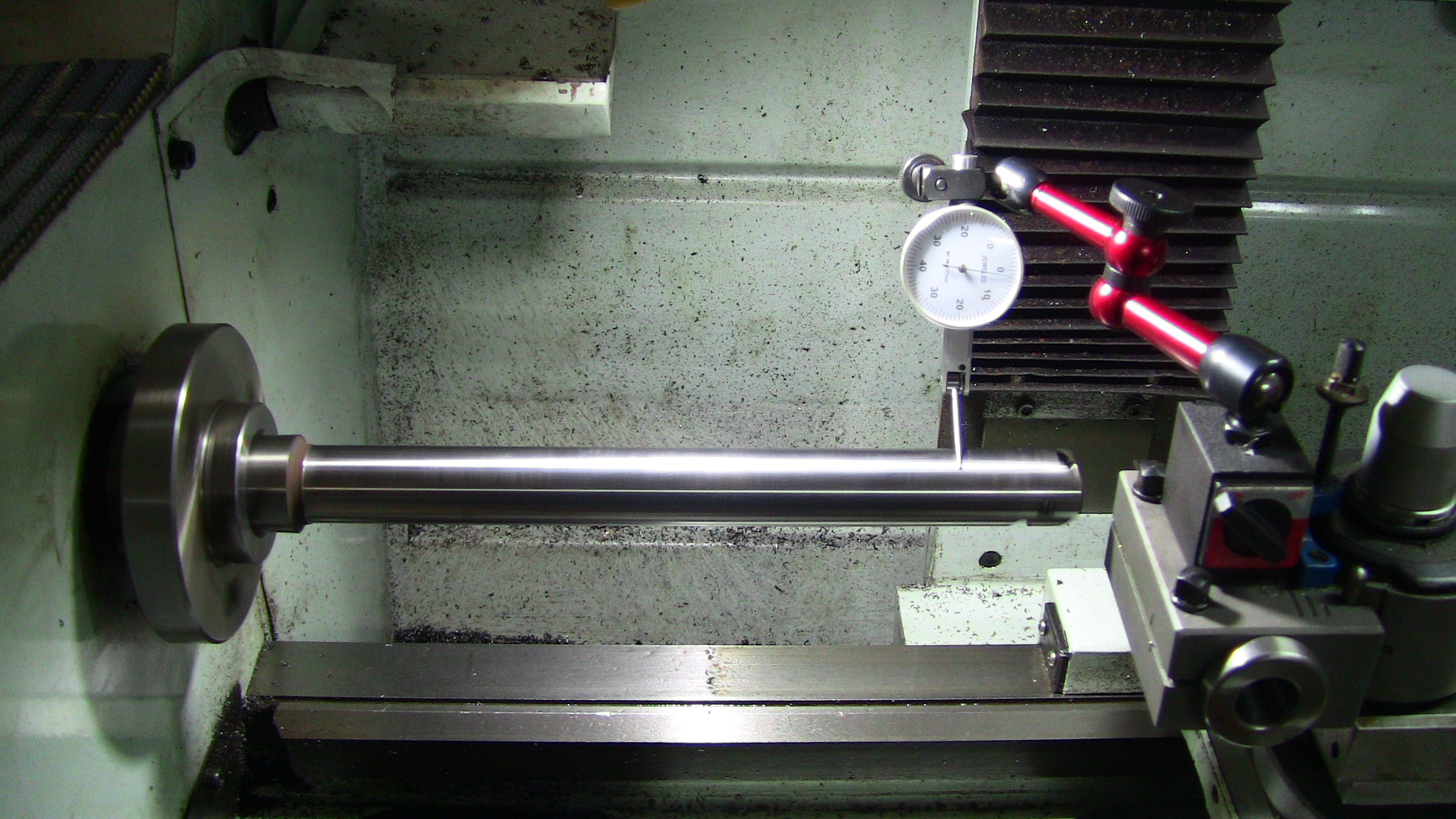
Podobnie można się o tym przekonać porównując wyniki pomiaru bicia i osiowości przy mocowaniu trzpienia w szczękach, a bezpośrednio w stożku wrzeciona.
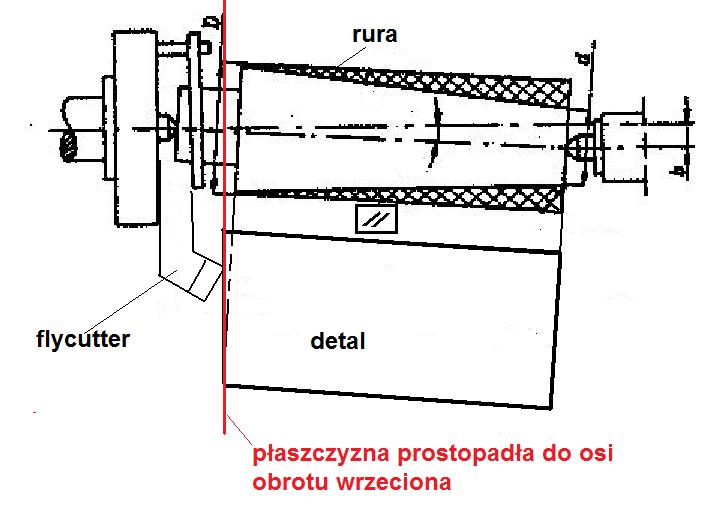
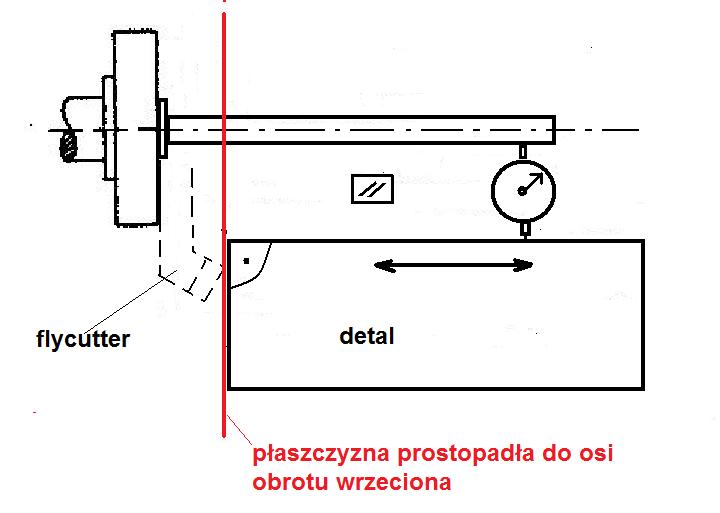
To samo odnosi się do pomiaru kolegi, a wolny koniec wałka niekoniecznie musi zataczać kręgi, choć zazwyczaj tak jest, bo może się trafić /przypadkowo/ sytuacja stosowana w przepychaczach/rotary broach/ kiedy czoło przepychacza znajduje się w osi obrotu mimo specjalnie zrobionego "bicia" przy mocowaniu(ale to inna bajka).
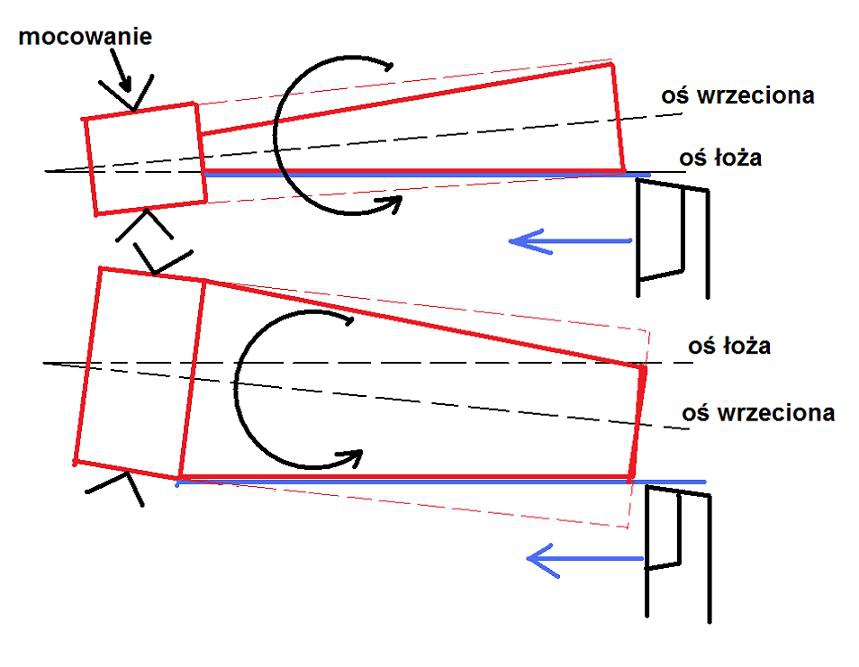
Gdyby natomiast ustawienie szczęk nie miało wpływu na bicie wałka to za każdym mocowaniem otrzymywalibyśmy podobny wynik niezależnie od ustawienia, wtedy na pewno świadczyłoby to o nieosiowości wrzeciona względem osi łoża.
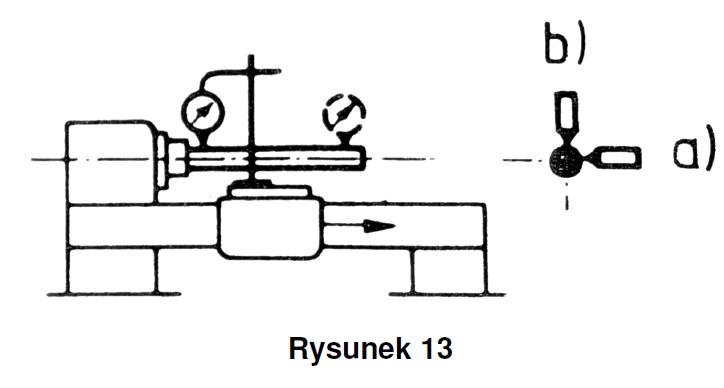
Dlatego właśnie by pominąć wpływ innych możliwych do zaistnienia czynników na wynik pomiaru, w diagnostyce geometrii osi obrabiarek korzysta się z trzpieni pomiarowych mocowanych bezpośrednio w gnieździe stożkowym wrzeciona, oczywiście nie zużytym, uwzględniając w wyniku dokładność jego wykonania (dla całego wrzeciona)....
jeśli tak jest to przy koniku wymiar będzie większy niż przy uchwycie(stożek), choć czasem różnica będzie bardzo mała(proporcjonalna do przesunięcia osi kłów/obrotu względem osi toczenia/wierzchołka noża - zjawisko omówione w zuzycie-prowadnic-loza-t91880.html przy czym w tym przypadku to nie wyskość noża się zmienia a wysokość osi obrotu, ale skutek ten sam)...W mojej tokarce konik był prawie 0.25mm powyżej osi - czego niestety nie da się skorygować bez frezowania podstawy konika
 )
)