



Znaleziono 8 wyników
Wróć do „Jak utrzmać osiowość obrabianego detalu”
- 15 sie 2016, 14:42
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
- 15 sie 2016, 13:41
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
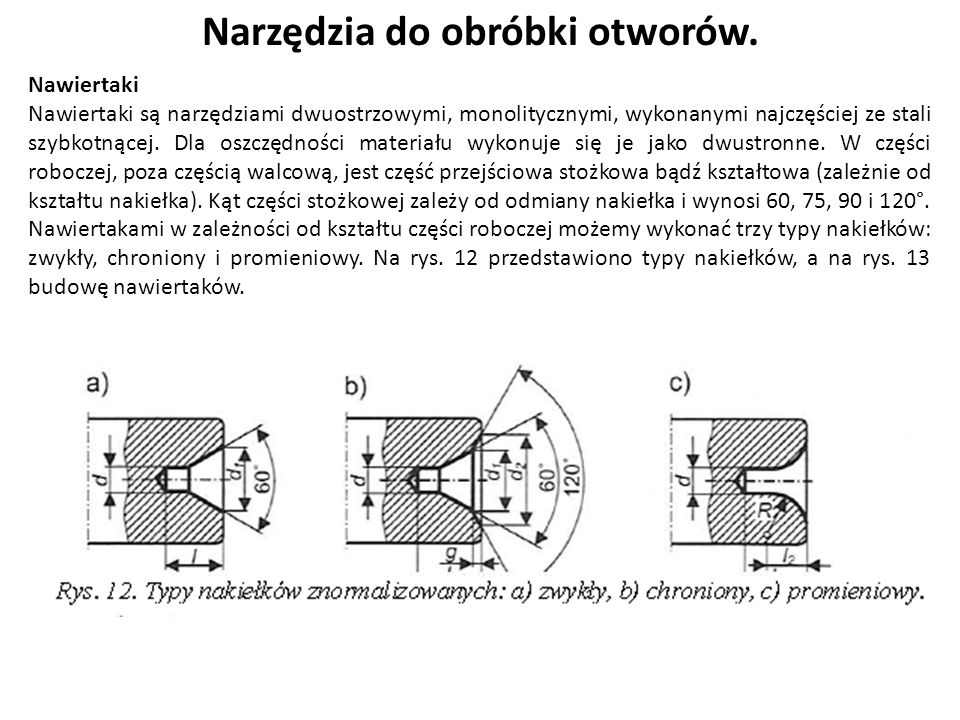
Tych błędów można uniknąć wykonując nakiełek chroniony lub promieniowyArmstec pisze:glębokosc nakielkowanego otworu też ma ogromne znaczenie, gdyż nakielek i kieł mają dzialac na tej samej zasadzie co stożek morse'a (czubek stożka nie dotyka dna otworu ) lepiej przedstawia to ponizszy obrazek jak jest dobrze a jak za plytko lub za gleboko, kąt stożka oczywiscie ten sam co kla
(ps. jak to wszystko wiesz prosze nie obrazaj sie, moze komus innemu sie przyda)
http://www.pkm.edu.pl/index.php/compone ... 9-06000228

- 14 sie 2016, 00:00
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
A ja mam inną.rdarek pisze:Założyłem do uchwytu 4 szczękowego wysunięty ok 2 cm ustawione bicie poniżej 0,01; czoło zplanowane wywiercony nakiełek (otwór wyczyszczony itp) wałek wysunięty na około 25-30cm ustawiony przy uchwycie z tą samą dokładnością co przy nawierceniu podparty kłem obrotowym.
I tu ciekawostka bicie przy kle 0,15? wrzeciono kła poniżej 0,01.
Jeśli do nakiełkowania ustawiłeś bicie materiału w szczękach poniżej0,01 i nakiełkowałeś z konika, to wcale nie znaczy, że nakiełek wywiercił się idealnie w osi obrotu (np przez luz tulei potrzebny do posuwu nakiełka, pewną wiotkość trzpienia uchwytu wiertarskiego, itd). Mógł zdecentrować o te ~0,10 - 0,15 co praktycznie ciężko zauważyć, trzeba by przy nawiercaniu przystawić do nakiełka czujnik/diatest, albo zmierzyć już wykonany otwór nakiełka(w tym samym zamocowaniu), by stwierdzić brak lub bicie. W zwłaszcza tak delikatnych tokarkach.
Możesz sobie sprawdzić na jakichś dowolnych kawałkach wałka czy i ile nakiełek bije podczas wykonywania, bo wg moich obserwacji to dość powszechne zjawisko, zwłaszcza jak się nie zwraca na nie bacznej uwagi (zjawisko trochę ogranicza lekkie ale suwliwe dociśnięcie tulei w koniku).
Stąd Twoje zdziwienie, że wałek w kle konika bije bardziej niż podczas wykonywania nakiełka
Według mnie to najprawdopodobniejsze wytłumaczenie. Zrób próbę..
Przy przetaczaniu potem w kłach bicie nakiełka podczas nakiełkowania nie ma znaczenia bo powierzchnie zewnętrzne i tak wykonujemy na nowo, ale kiedy mam wykonać nakiełek w wałku ustawionym i zamocowanym za gotową pow. zewnętrzną, to delikatnie poprawiam go po nawierceniu nożem (by skasować ew. jego bicie) lub mierzę..
Nawiasem, to samo zjawisko mogło umknąć koledze piotrfire i przyczynić się w jakiejś części do uzyskanego wyniku.
I jeszcze jedna uwaga.
To, że wykonamy nakiełek na ustawionym, krótko wystawionym materiale, potem go wysuniemy mocując w szczękach i podeprzemy konikiem, to nie znaczy, że kieł konika nie będzie mniej lub bardziej "zataczał" pod naporem naciągniętego szczękami materiału. I to pomimo zaciśnięcia tulei konika. (możecie sobie poobserwować przy okazji czujnikiem jak to jest w istocie)
- 12 sie 2016, 20:46
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
- 12 sie 2016, 13:45
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
Hmm... no comment.jasiu... pisze:Widać, że tokarzem doświadczonym nie jesteś.
Mówimy o dwu różnych rzeczach, Ty o przekroju podłużnym, ja - poprzecznym.
Owszem przy podparciu na 2 końcach wygiętego (np w wyniku naprężeń po obróbce o której piszesz) w łuk wałka, jego swobodnie wystające poza podporami końce będą biły(w stosunku do podpór) tym bardziej im dłuższe, tu zgoda, ale to przekrój wzdłużny. Przekroje poprzeczne nie mogą się przecież względem siebie przesunąć i o tym piszę. Po drugie zależy to także od średnicy (wiotkość), i materiału w jakim toczymy (o czym też wspominasz, ale to raczej przy ciężkiej obróbce szybkościowej), dlatego nie wydaje mi się by w ø25/260mm naprężenia wygięły go aż na 0,5mm (i to przy łożysku?jasiu... pisze:Spróbuj - jeśli masz dostęp do tokarki wziąć jakiś kawałek materiału, tak koło 300 mm długi i z uchwytu bezpośrednio wywierć nakiełek. Później stocz (oczywiście podparty konikiem) co masz stoczyć. Na koniec odjedź konikiem i zobacz jakie masz bicie na nakiełku.
Sie wygło, normalne.
).po zamocowaniu w łożyskach wrzeciona cienka część osi bije ok 0,5mm
A i zapomniałeś że stale kute, walcowane, i ciągnione przeważnie się normalizuje...
- 12 sie 2016, 12:52
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
Koledzy, pomieszanie pojęć, proszę prochu nie wymyślać...powgreg pisze:Zamocowanie w uchwycie daje prawie zawsze bicie małe przy samym uchwycie ale w odległości 500mm jest już duże u Ciebie 2mm, następnie wyginasz wałek przez podparcie konika i tak naprężony toczysz więc trudno żeby wyszło bez bicia.
Nakiełek można zrobić na zamocowanym w uchwycie, wysuniętym na całą obrabianą długość materiale, a potem po nakiełkowaniu (nie odmocowując go oczywiście) podeprzeć kłem. Co z tego, że materiał bije na swobodnym końcu - nakiełek i tak wychodzi w osi obrotu. Oczywiście naddatek na toczenie musi uwzględniać owo bicie swobodnego końca wałka.
A jeśli nawet najpierw zrobimy nakiełek na krótko wystawionym wałku, potem go wysuniemy na długość obróbki, podeprzemy kłem i zaciśniemy szczęki, to nie ma znaczenia czy koniec w szczękach bije czy nie (oczywiście musi być uwzględniony odpowiedni naddatek na to bicie), Czy "nagniemy" swobodny koniec materiału do podparcia kłem czy nie - to toczone za jednym zamocowaniem powierzchnie cylindryczne czy kształtowe muszą wyjść współosiowe !. Nie ma innej opcji.
Co najwyżej musimy uwzględnić taki naddatek długości wałka do zamocowania w szczękach (potem odcinany), by z wystającej z uchwytu reszty wytoczyć wszystkie zewnętrzne powierzchnie w jednym zamocowaniu.
Owszem, częściowo kolega powgreg ma rację z naprężeniami, ale to nie zrujnuje współosiowości wykonanych powierzchni bo się względem siebie nie mogą przecież przesunąć, tylko prędzej ich walcowość/równoległość
I tyle.
"Naginanie" (choć nie zawsze) czy bicie końca mocowanego w szczękach ma znaczenie przy przetaczaniu części powierzchni na wałku z wykonanymi na gotowo przed zamocowaniem innymi powierzchniami, wtedy nowo wykonywane nie wyjdą idealnie współosiowe do starych.. W takich sytuacjach albo trzeba toczyć w kłach, albo centrować zamocowanie w uchwycie.
- 12 sie 2016, 11:32
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
25mm średnicy nawet na całej długości 500mm nie jest tak mało, żeby się aż tyle ugiąć (no może jakieś pojedyncze setki). Tym bardziej, że połowa wałka ma większą średnicę.
Sprawdź czy nie masz promieniowego bicia wrzeciona (statycznie przez dźwignię), lub konik ucieka na boki, bo nie jest możliwe by aż tyle się ugiął stalowy wałek.. Zresztą gdyby nawet, to wyszła by baryłka, ale centryczna z osią..
Sprawdź czy nie masz promieniowego bicia wrzeciona (statycznie przez dźwignię), lub konik ucieka na boki, bo nie jest możliwe by aż tyle się ugiął stalowy wałek.. Zresztą gdyby nawet, to wyszła by baryłka, ale centryczna z osią..
- 11 sie 2016, 21:21
- Forum: Obróbka metali
- Temat: Jak utrzmać osiowość obrabianego detalu
- Odpowiedzi: 40
- Odsłony: 10884
Czegoś tu nie rozumiem, skoro mocujesz wałek w uchwycie podpierając kłem, i w tym zamocowaniu toczysz wszystkie powierzchnie równoległe do osi obrotu, to jakim cudem któraś z nich może potem bić w stosunku do pozostałych?Całkowita długość to 550mm z czego 260mm ma średnicę 25mm a pozostała część 40 i końcówka 35mm. Robię to z jednego zamocowania używając prawych i lewych noży..






