



Jak się ma hartownię i hartowników(doświadczonych) to nie problem..827628 pisze:Usługa była robiona po godzinach w zakładzie ZREMB.
Znaleziono 3 wyniki
Wróć do „Gwintowanie w hartowanym wałku”
- 17 maja 2015, 16:22
- Forum: Obróbka metali
- Temat: Gwintowanie w hartowanym wałku
- Odpowiedzi: 13
- Odsłony: 5165
- 21 kwie 2015, 09:55
- Forum: Obróbka metali
- Temat: Gwintowanie w hartowanym wałku
- Odpowiedzi: 13
- Odsłony: 5165
- 21 kwie 2015, 09:26
- Forum: Obróbka metali
- Temat: Gwintowanie w hartowanym wałku
- Odpowiedzi: 13
- Odsłony: 5165
Nie powinien jednak przekraczać ø5,153 dla M6/H6 i ø6,912 dla M8/H6,pukury pisze:rób nieco większy otwór pod gwint - najlepiej M8 ( grubszy gwintownik ).
http://www.lwcad.republika.pl/sr_wiertel_pod_gwint.htm
I jeśli masz możliwość wyboru to gwintownikami I i II z dłuższą częścią skrawającą (nakrojem), trzeba wtedy wywiercić nieco dłuższy otwórpukury pisze:jak będziesz gwintował to lepiej kompletem 3 szt.

http://koledzypofachu.pl/index.php/gwin ... tosowanie/
Pomaga też skośna część wprowadzająca krawędzi nakroju


można nawet samemu zukosować jeżeli w oryginale jest prosty, za pomocą Dremelka i ścierniczki odp. średnicy


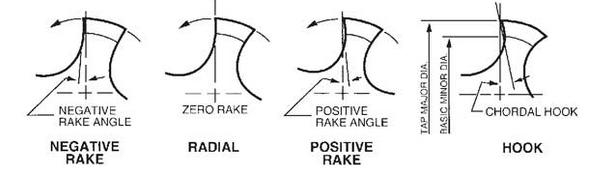
starając się zachować niewielki dodatni lub zerowy kąt powierzchni natarcia rowka ("Positive Rake", lub "Radial")
Twardsze materiały lżej się gwintuje także gwintownikami z śrubowym rowkiem wiórowym







