



Znaleziono 4 wyniki
- 05 gru 2012, 11:55
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Luzy na lozu
- Odpowiedzi: 12
- Odsłony: 13574
Jeśli zostanie po włożeniu łożyska jeszcze dość miejsca, to dobrze byłoby włożyć po obu stronach łożyskowania uszczelnienia, np w postaci założonych na wałek oringów, czy nawet filcowych pierścieni, aby nie lazły tam opiłki czy inne paprochy, co przy toczeniu zwłaszcza z chłodzeniem się często zdarza.
- 05 gru 2012, 11:18
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Luzy na lozu
- Odpowiedzi: 12
- Odsłony: 13574
Tyle, że niektóre typy łożysk igiełkowych są w postaci tylko koszyczków z igiełkami,
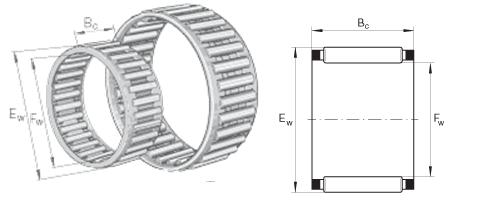
gdzie wewnętrzna i zewnętrzna bieżnia wykonana jest bezpośrednio w materiale współpracujących części, zazwyczaj przez utwardzenie (hartowanie) i szlifowanie, np powierzchnia walka i gniazda korpusu i musi być wykonana w odpowiedniej tolerancji.

W tym akurat przypadku (suport) obroty przy ręcznym kręceniu będą bardzo małe, wiec bieżnia nie musi być aż tak twarda i wykonana tak idealnie. .
Typowe tolerancje masz tu
http://www.skf.com/skf/productcatalogue ... =1&lang=pl
wg http://www.skf.com/portal/skf/home/prod ... ink=1_0_78
Reasumując jeśli zmieści Ci się koszyk z tak dobranymi igiełkami aby było bez przerabiania i nie będzie nadmiernych luzów, to warto.
A, i jeszcze jedno.
Czasem jeśli luz międzyzębny między dwoma kołami zębatymi jest fabrycznie za duży (a to w naszych chinkach jest niestety częste), to można to skorygować stosując odpowiednio dobrane średnicą zewnętrzną łożysko, pod które roztaczamy otwór gniazda w korpusie przesunięty w stosunku do oryginalnego o wartość korekty. Ale do tego trzeba mieć dostęp do frezarki, wytaczadło, i czym zmierzyć.
gdzie wewnętrzna i zewnętrzna bieżnia wykonana jest bezpośrednio w materiale współpracujących części, zazwyczaj przez utwardzenie (hartowanie) i szlifowanie, np powierzchnia walka i gniazda korpusu i musi być wykonana w odpowiedniej tolerancji.
W tym akurat przypadku (suport) obroty przy ręcznym kręceniu będą bardzo małe, wiec bieżnia nie musi być aż tak twarda i wykonana tak idealnie. .
Typowe tolerancje masz tu
http://www.skf.com/skf/productcatalogue ... =1&lang=pl
wg http://www.skf.com/portal/skf/home/prod ... ink=1_0_78
Reasumując jeśli zmieści Ci się koszyk z tak dobranymi igiełkami aby było bez przerabiania i nie będzie nadmiernych luzów, to warto.
A, i jeszcze jedno.
Czasem jeśli luz międzyzębny między dwoma kołami zębatymi jest fabrycznie za duży (a to w naszych chinkach jest niestety częste), to można to skorygować stosując odpowiednio dobrane średnicą zewnętrzną łożysko, pod które roztaczamy otwór gniazda w korpusie przesunięty w stosunku do oryginalnego o wartość korekty. Ale do tego trzeba mieć dostęp do frezarki, wytaczadło, i czym zmierzyć.
- 10 sty 2011, 15:55
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Luzy na lozu
- Odpowiedzi: 12
- Odsłony: 13574
to chyba najlepsze rozwiązanie .
Zanim jeszcze rozkręcisz dobrze byłoby zmierzyć np szczelinomierzem jaki tam występuje luz między dolną powierzchnia ślizgową łoża a listwą suportu, ewentualnie podnosić suport i zmierzyć luz między pryzmą łoża a powierzchnią ślizgową pryzmy suportu. Będzie jakiś pogląd na wielkość luzu a potem po ew. poprawieniu do porównania. Podnosząc suport można też zmierzyć za pomocą czujnika zegarowego dotykającego górnej płyty suportu.
Zanim jeszcze rozkręcisz dobrze byłoby zmierzyć np szczelinomierzem jaki tam występuje luz między dolną powierzchnia ślizgową łoża a listwą suportu, ewentualnie podnosić suport i zmierzyć luz między pryzmą łoża a powierzchnią ślizgową pryzmy suportu. Będzie jakiś pogląd na wielkość luzu a potem po ew. poprawieniu do porównania. Podnosząc suport można też zmierzyć za pomocą czujnika zegarowego dotykającego górnej płyty suportu.
- 09 sty 2011, 16:11
- Forum: Tokarka Nutool 550, Zuch, OUS, TSA, TSB, Mini Lathe i inne małe tokarki
- Temat: Luzy na lozu
- Odpowiedzi: 12
- Odsłony: 13574
Nie bardzo mogę z tego opisu wywnioskować o jakie luzy Co chodzi?
Musisz konkretnie nazywać części swojej obrabiarki. http://dobortokarek.pl/budowatokarki.php
Czy chodzi o luz na jaskółce w saniach (suporcie) poprzecznych, (jaskółka to te ukośne prowadnice)

widać tam z prawej strony listwę służącą do kasowania luzu (na fot.1 te wkręty z nakrętkami z kontrującymi z boku sanek narzędziowych do tego służą, przy sankach(suporcie) poprzecznych są takie same)
- czy o luz na zębatce przesuwu wzdłużnego suportu?

pod wałkiem zębatym widać listwy trzymające cały suport na łożu

i teoretycznie tam luz powinien być minimalny, ale w praktyce jest różnie. Jeśli jest za duży należałoby je podszlifować w części przykręcanej do suportu (jeśli po szlifowaniu wyjdzie za ciasne pasowanie i ciężko będzie przesuwać, można dać podkładkę z kalki itp.) Można też do przecinania blokować suport, dokładnie ustawiając nóż sankami (suportem)naqrzędziowymi.

Tu znajdziesz dużo informacji o różnych naszych maszynkach
http://www.mini-lathe.com/Mini_lathe/Mo ... .htm#cfcsm
http://www.metalwebnews.com/mr.html
Musisz konkretnie nazywać części swojej obrabiarki. http://dobortokarek.pl/budowatokarki.php
Czy chodzi o luz na jaskółce w saniach (suporcie) poprzecznych, (jaskółka to te ukośne prowadnice)
widać tam z prawej strony listwę służącą do kasowania luzu (na fot.1 te wkręty z nakrętkami z kontrującymi z boku sanek narzędziowych do tego służą, przy sankach(suporcie) poprzecznych są takie same)
- czy o luz na zębatce przesuwu wzdłużnego suportu?
pod wałkiem zębatym widać listwy trzymające cały suport na łożu
i teoretycznie tam luz powinien być minimalny, ale w praktyce jest różnie. Jeśli jest za duży należałoby je podszlifować w części przykręcanej do suportu (jeśli po szlifowaniu wyjdzie za ciasne pasowanie i ciężko będzie przesuwać, można dać podkładkę z kalki itp.) Można też do przecinania blokować suport, dokładnie ustawiając nóż sankami (suportem)naqrzędziowymi.
Tu znajdziesz dużo informacji o różnych naszych maszynkach
http://www.mini-lathe.com/Mini_lathe/Mo ... .htm#cfcsm
http://www.metalwebnews.com/mr.html






